


Much is known about the negative effects of moisture and particle contamination in process machinery lubricants. Dirt and water ingress often occur because the sealing capability of conventional lip seals and straight cylindrical labyrinth seals is limited, at best. Reliability-focused user companies therefore insist on better means of excluding both moisture and dust from equipment bearing housings. The desired degree of debris exclusion from pumps and similar fluid machines is more likely accomplished with bearing housing seals that go beyond traditional lip seals. These newer components are collectively and interchangeably called bearing housing protector seals, bearing protector seals, and/or bearing isolators.
But bearing housing protector seal designs undergo continuous improvement and our old notions about configurations and styles may occasionally have to be reassessed. Also, we need to first understand the degree to which bearing housing contamination reduces bearing life. It helps to consider the ingress protection afforded to pumps, electric motors, and small steam turbines by modern rotating labyrinth-type protector seals. Our knowledge base must be supplemented by understanding industrial standards. Finally, there are reliability expectations for modern bearing housing seals.
WHERE CONTAMINANTS COME FROM
Moisture typically enters bearing housings as moist air or a stream of water from hose-down operations. Unless suitable bearing housing seals are used, a contamination-inducing interchange of housing-internal and housing-external (ambient) air takes place in the form of “breathing.” Bearing housings are certain to breathe because we cannot change the laws of physics: At constant pressure, rising temperatures cause gas volume expansion and dropping temperatures cause gas volume contraction. Open or inadequately sealed bearing housings then allow pressure equalization and continuous back-and-forth travel of contaminated air.
In contrast, fully sealed bearing housings undergo changes in the pressure of the sealed-in mass. Sealing without allowing air interchanges requires bearing protector designs which resemble face seals. Full sealing also implies elimination of housing vents. Because temperature changes cause the pressure of a sealed-in mass of air to deviate from the pressure of ambient air, a particular lubricant delivery method may have to be modified or adjusted when using modern face seals together with plugged vent ports.
Finally, lube oil contamination may have quite unexpected origins. As will be seen, certain bearing protector seals are designed with a dynamic O-ring in close proximity to a sharp-edged O-ring groove in one of the opposing stationary components. Accidental contact with these sharp edges can shave off slivers of black O-ring material. These slivers can find their way into the oil (see reference 1). We should not overlook this potential contamination source.
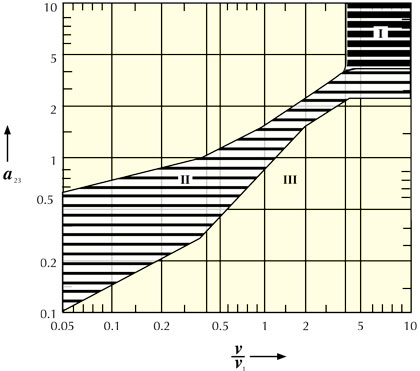
Figure 1: Contamination adjustment factor “a23” (vertical scale) vs. viscosity ratio v/v1 (horizontal scale) in contaminated (Zone III), clean (Zone II) and ultra-clean (Zone I) lubricants (source: reference 3).
CONTAMINATION EFFECTS ON BEARING LIFE
In many industrial and arid environments airborne dust, sand, or water droplets are being ingested in sufficient quantities to exceed bearing manufacturers’ anticipated values by factors of 100 and more (see reference 2). That being the case, operation without sealing or with inadequate sealing of bearing housings will prove very costly and is virtually never found in reliability-focused user companies.
In figure 1, prominent bearing manufacturer FAG emphasizes that the seriousness of contamination depends also on the ratio of a lubricant’s operating viscosity divided by its rated viscosity (see reference 3). There obviously could be an almost infinite number of combinations in the amount of contamination and in the actual versus rated ratios of viscosity v/v1. However, v/v1 ratios from 0.5 to perhaps 1.0 and a small amount of oil contamination are considered typical for most industrial environments. Using 0.5 for v/v1 and plotting from the mid-point of the zone labeled “contaminants in lubricant” (Zone III) to the mid-point of the zone labeled “high degree of cleanliness in the lubricating gap,” (Zone ll) we would find a four-fold increase in bearing life for the cleaner oil. At a viscosity ratio of 2:1, the projected bearing life increase traversing from “contaminated” to “clean” would be approximately seven-fold. Because Zone I is labeled “ultra- clean” it is not considered here. In other words, one would not expect to find this degree of cleanliness in open-air fluid machinery and associated driver bearing housings.
Reliability professionals understand the life-limiting effects of lube oil contamination. Therefore, they find it easy to cost-justify and/or retrofit superior means of bearing protection (see reference 4). In lieu of inexpensive lip seals, more expensive rotating bearing protector seals are making significant inroads. Thoughtfully engineered and truly superior rotating labyrinth seals are increasingly applied by users concerned with bottom-line and life-cycle costs. As of 2014, the most advanced bearing housing seals are found in well over 100,000 process machines. They include centrifugal pumps, fans and gear units.
Authoritative data on the effects of lubricant contamination can also be obtained from a second leading bearing manufacturer’s General Catalog. For the example shown in reference 5, SKF applied its New Life Theory to an oil-lubricated 45 millimeter radial bearing running at constant load and speed. Under ultra-clean conditions (i.e., nc = 1), this example bearing was calculated to reach 15,250 operating hours at 90 percent probability of survival. The SKF catalog text (see reference 5) goes on to explain that, if the example were to be calculated for contaminated conditions such that nc = 0.02, bearing life would be only 287 operating hours. We believe this is powerful analytical evidence in support of industry moving towards better bearing housing protection.
A LOOK AHEAD
As this series continues, we will examine how rotating labyrinth seals work and ask several questions of interest to the reliability-focused professional. Also, we’ll take a closer look at both industry standards and user standards for motors, applications for steam turbines, and application criteria for face-type bearing protector seals. In the end, we hope to show that by understanding the different demands of these applications, cost justification can be quite simple.
REFERENCES
- Bloch, H. P. and A.R. Budris, Pump User’s Handbook: Life Extension, 4th Edition, Fairmont Press, Inc.: Lilburn, GA (2013). ISBN 0-88173-720-8.
- Adams, V., R., Barry Erickson, Bill Needelman, and Michael D. Smith, “Proceedings of the 13th International Pump User’s Symposium,” Texas A&M University, Houston, TX (1996): 71-79.
- Eschmann,P aul, Ludwig Hasbargen, and Karl Weigand, “Ball and Roller Bearings,” John Wiley & Sons, New York, NY (1985): 183, ISBN 0-471-26283-8.
- Bloch, H. P.; “Twelve Equipment Reliability Enhancements with 10:1 Payback,” NPRA Paper RMC-05-82, Presented at NPRA Reliability and Maintenance Conference, New Orleans, May 2005
- SKF Catalog 140-170, August 1988: 40 (Figure 17).
- “API-610, Standard for Refinery-Type Centrifugal Pumps,” 8th and later Editions, The American Petroleum Institute, Washington, DC.
- Derrick, R, W. Martiny, and W. McDonald, “Pulp-Coated Motors: The Effect on Motor Life,” Engineering Conference Book, TAPPI, Technology Park: Atlanta, GA (1986).
- Bloch, H. P., Pump Wisdom: Problem Solving for Operators and Specialists, John Wiley & Sons: Hoboken, NJ (2011). ISBN 978-1-118-04123-9.
About The Author
Heinz P. Bloch, P.E., is one of the world’s most recognized experts in machine reliability and has served as a founding member of the board of the Texas A&M University’s International Pump Users’ Symposium. He is a Life Fellow of the ASME, in addition to having maintained his registration as a Professional Engineer in both New Jersey and Texas for several straight decades. As a consultant, Mr. Bloch is world-renowned and value-adding. He can be contacted at heinzpbloch@gmail.com.
MODERN PUMPING TODAY, September 2014
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
