


In part 1 of this article, we began our explanation of cooling water-related experience at true Best-of-Class (BOC) companies. Now, in the second half, let us turn our attention to some of these best practices in order to better preserve water while also reducing maintenance expenditures. As we’ll see, the pump cooling provisions that can still be found in process pumps provided by many manufacturers do not always coincide with necessary cooling practices.
OIL REPLACEMENT MORE FREQUENT WITH COOLING AND RISKY ISOLATORS?
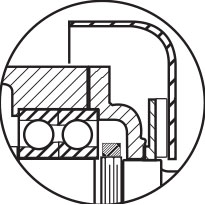
One experienced refinery changes oil only every three years. It should be noted that pumps at this refinery are equipped with soundly engineered constant level lubricators (see reference 3) and intelligently designed bearing housing protector seals (also known as bearing isolators; see the lower half of figure 4).
The refinery uses premium quality synthetic lubricants (ISO VG 32 or 68, depending on mode of application). In sharp contrast, another refinery has not yet broken with old traditions. This refinery’s insistence on cooling and its lack of properly designed bearing protector seals prompted them to replace oil in their process pumps as often as four times per year. Needless to say, to use cooling water on pumps that really do not benefit from the practice would be wasteful. Likewise, it may be false economy to use anything but best available bearing protector seals.
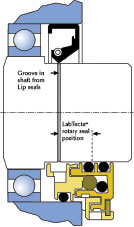
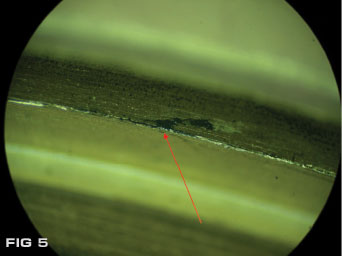
Bearing protector seals designed with rotating dynamic O-rings that come in contact with sharp-edged non-rotating O-ring grooves could lead to O-ring damage and debris formation. This potential vulnerability does not exist in designs where O-ring contours match a large surface and avoid excessive frictional contact (see figure 4). The point: Find elusive sources of lube contamination, such as slivers of O-ring material (figure 5).
SUPERIOR MAINTENANCE REQUIRES UPGRADING
Suppose there was a design flaw, or some other hidden, elusive issue that is responsible for causing repeat failures, short run lengths of a pump, or whatever else. More than traditional maintenance effort may be needed, which gets us to the subject of superior maintenance. Superior maintenance is a reliability improvement task. The best-performing or Best-of-Class companies are not repair-focused; they are reliability-focused. These are companies that have given some of their personnel the task of determining if upgrading to a better component is feasible.
If an upgrade is feasible, the contributor is asked to calculate its cost. A best-performing company would then ask what this upgrade effort will be worth, perhaps in a simple benefit-to-cost or payback estimate.
A good example involving upgrade issues would be figure 6. The “cooling fan” in the left illustration is simply too small to be of any value. The well-dimensioned fan shown on the right will probably be very effective. Recall, however, that there are serious risks in applying cooling only to bearing outer rings. The hot inner rings may thermally expand and cause bearing preload increases that will then reduce bearing life (see references 3 and 4).
[row]
[col width=”six”]
[/col]
[col width=”six”]
[/col]
[/row]
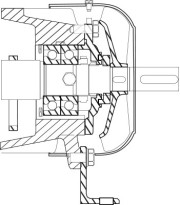
Suppose an effective fan was used. In that case, the entire design must be reviewed for pressure differences surrounding the bearings. These differences might affect lube oil flow or oil level conditions in the adjacent bearing set. Therefore, the interior (!) of some bearing housings must be upgraded to reduce failure risk. There might even be pumps where the best course of action would be to discard either of the two fans in figure 6. Also, it would be prudent to implement means of pressure equalization across the thrust bearing set. Note how this was effectively done by a series of pressure equalization holes drilled around the bearings in figure 2.
PUMP PEDESTALS SHOULD NOT BE WATER-COOLED
Finally, do not allow pedestal cooling of centrifugal pumps, regardless of process fluid or pumping temperature. Pedestal cooling is inefficient and corrosion starting from the inside of pedestals has caused massive support failures on more than one occasion (see reference 2). On pumps with water-cooled pedestals, calculate and accommodate thermal growth by appropriate cold alignment offset. Then, consider using hot alignment verification measurements (see references 6 and 7).
SUMMARY
- With regard to bearing cooling issues in general, this is what our article attempted to convey and summarize:
- Do not allow jacketed cooling water application on bearing housings equipped with rolling element bearings. Note that water surrounding only the bearing outer ring will sometimes cause bearing-internal clearances to vanish, leading to excessive temperatures, lube distress, and premature bearing failure.
- Forced-air cooled “finned” bearing housings are acceptable because the bearing outer ring has sufficient clearance in the housing bore so as not to be excessively preloaded by the cooling effect of the air. However, even such maintenance-free air-flow cooling may simply not be necessary if superior synthetic lube oil formulations are used.
Understand and accept the well-documented fact that, on pump bearing housings equipped with rolling element bearings, it is possible to delete cooling of any kind (see reference 4). For cost and reliability-optimized results, simply change over to the correct synthetic lube type and lube formulation. For best results, the lubricant will have to contain proprietary additives. - Use a suitably formulated synthetic lubricant which, at operating temperature, exhibits viscosity characteristics needed for the oil application method utilized in that particular bearing housing.
- Recognize that cooling water coils immersed in the oil sump may cool not only the oil, but also the air floating above the oil level. The resulting moisture condensation can cause serious oil degradation. This is one of several reasons for avoiding water cooling of pump bearing housings.
- Recognize that stuffing box cooling is generally ineffective. If mechanical seals need cooling, investigate alternative seal flush injection and external cooling methods. In the 1960s it was proven that with stuffing box cooling the face temperature of mechanical seals is decreased by only about 2 degrees Fahrenheit, i.e., little more than 1 degree Celsius.
- Cooling water may still be needed for effective temperature control in sleeve bearing applications. On sleeve bearings, close temperature control is far more important than on rolling element bearings but here, too, excessively cold cooling water will often cause moisture condensation. Even trace amounts of water may greatly lower the ability of lubricants to adequately protect the bearing.
- Do not use water-cooled pump pedestals.
■ ■ ■
[divider]
ABOUT THE AUTHOR
Heinz P. Bloch, P.E., is one of the world’s most recognized experts in machine reliability and has served as a founding member of the board of the Texas A&M University’s International Pump Users’ Symposium. He is a Life Fellow of the ASME, in addition to having maintained his registration as a Professional Engineer in both New Jersey and Texas for several straight decades. As a consultant, Mr. Bloch is world-renowned and value-adding. He can be contacted at heinzpbloch@gmail.com.
MODERN PUMPING TODAY, March 2014
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
REFERENCES
SKF USA, Kulpsville, PA; Catalog 4000 US (1991).
Bloch, H. P. “Machinery Reliability Improvement,” Gulf Publishing Co., Houston, TX, April 1982. Also, revised 2nd & 3rd Ed. (ISBN 0-88415-663-3).
Bloch, H.P. Pump Wisdom: Problem Solving for Operators and Specialists, (2011), John Wiley & Sons, Hoboken, NJ (ISBN 978-1-118-04123-9).
Bloch, H.P., and Budris, A.R. Pump User’s Handbook—Life Extension, (2012) 4th Ed., Fairmont Press, Lilburn, GA (lSBN 0-88173-720-8).
Bloch, H. P., and Geitner, F.K. Machinery Failure Analysis and Troubleshooting, (2012) 4th Ed. (ISBN 978-0-12-386045-3).
Bloch, H. P. “Use Laser-Optics for Machinery Alignment,” Hydrocarbon Processing, October 1987.
Bloch, H. P. “Laser-Optisches Maschinenausrichten,” Antriebstechnik, Volume 29, Nr. 1, June 1990.