

Pumping system operators seeking durable, low-maintenance, easy-to-run equipment for fluid management often look to air-operated diaphragm (AOD) pumps. These pumps can move fluids of low or high viscosity, and are ideal for use with wastewater, abrasives, caustic materials, or slurries. They are also rugged, can tolerate aggressive conditions and, if maintained properly, last for many years. However, a clean, dry air supply can increase their performance and durability benefits.
Particulates often creep into the pumping air supply through moist, oily, or dirty environments, corroded pipes with scale, or due to extreme temperatures. For example, pumping equipment may need to operate on a dusty oil rig, a low-temperature food processing plant, or in an industrial setting contaminated with dirt, oil, or sludge. Selecting the right pump and accessories for the application, as well as conducting regular maintenance, will help mitigate the obstacles of dirty, moist, and oily air for top pump performance, cost efficiency, and reliable operation.
PARTICULATES AND MOISTURE CAN REDUCE A PUMP’S POTENTIAL AND PRODUCTIVITY
Modern air-operated diaphragm pumps are self-priming, running without added lubrication. Excessive oil or moisture in the intake air supply can negatively affect the original assembly lubrication in the pump’s motor portion and reduce its performance. Problems occur when contaminated air passes through openings causing degradation to components in the pump’s air motor. Dirt particles and grit can wear out valve mechanisms causing abrasion and premature equipment failure while dirt or sludge buildup degrades seals and bearings.
Moisture in the air supply can also wreak as much havoc as dirt, and can significantly damage motor components costing ten percent or more of the original pump price to repair or replace. Too much moisture can result in ice buildup and freezing of exhaust air due to an accumulation of ice particles that clog the motor area and muffler, causing the pump to slow or even seize.
Overall, lack of clean air supply adds costs to the pumping operation due to worn components, failure risks, lower performance, and reduced energy efficiency.
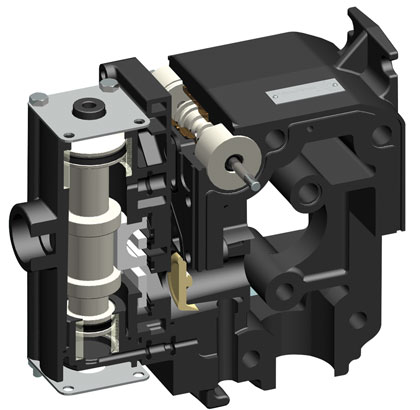
Valve cutaway
CHOOSE THE RIGHT PUMP FOR THE APPLICATION
Avoiding problems from contaminated air supply includes both preventing air contamination and choosing a reliable, durable pump that fits the application and the operating environment. An expert from a pump supplier or manufacturer can help the operator analyze the needs, considering fluid type and composition, flow rate, pressure, viscosity, temperature, and ambient conditions in the decision. Identifying the proper size, capacity, pump construction, and accessories for the demands of the operating conditions reduces problems associated with a poor or unconditioned air supply.
ARO® pumps, for example, are designed to minimize the effects that dirty air can have on major valve assemblies. These pumps also include features to eliminate pump ice-up by diverting cold, wet exhaust air away from the major air valve, eliminating pump stalling due to ice buildup. This technology makes external ice-prevention devices unnecessary.
There are things to look for in an air-operated pump that maximize the reliability and longevity of the pump while also helping minimize problems associated with a contaminated air supply. The patented air-motor technology in ARO EXP Series pumps features a unique air valve design. The D valves are constructed with ultra-hard ceramic that is impervious to dirt and grit in the air. It also includes Quick Dump™ Checks to eliminate pump ice-up, as well as a corrosion-resistant and a durable thermoplastic exterior. EXP pumps also use u-cups that are less likely to fail due to poor air compared to glide rings or lap fits in some pumps.
A LOOK AHEAD
Pump operators can avoid many dirty air problems with the right accessories and regular maintenance. In next month’s conclusion, we’ll take a closer look at the types of filters and regulators needed to condition the air supply that will encourage more reliable pump performance. Also, we’ll discuss some applications that require additional lubrication. ◆
About the Author
Oakley Roberts is vice president of product management at ARO. ARO is Fluid Intelligence—and a leading worldwide manufacturer of fluid handling products that are expertly engineered to deliver performance and serviceability, enabling customers to achieve the best total cost of ownership. For more information, visit www.arozone.com.
____________________________________________
MODERN PUMPING TODAY, January 2016
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
![]()
The Proper Pump, Maintenance, and Air Line Accessories Mitigate Problems Caused by Contaminated Air: Part 1 of 2
