


At the most recent WEFTEC in Chicago, Pentair presented its tubular membrane modules equipped with Helix, the flux enhancing technology that ushers in the next generation of membrane systems for treating industrial wastewater with high organic content. The technology reduces fouling, increases flow, and saves energy.
OPTIMIZED PERFORMANCE
The flux enhancing Helix technology allows for much higher productivity by optimizing long-term membrane performance. It does so by preventing the buildup of foulants, which traditionally reduce the hydraulic permeability of membrane systems. The uncontrolled buildup of insoluble foulants/particles increases energy consumption and decreases overall performance. The common answer until now was to step up the crossflow velocity, leading to higher energy consumption.

ADDING VALUE THROUGH RESEARCH
Helix effectively resolves the most important performance bottleneck in high-solids ultrafiltration (UF) by bringing constant turbulence right to the membrane wall. Flux decline in any filtration process is caused by concentration polarization and fouling, with the solute accumulating to eventually form a cake layer. The introduction of helically winding ridges delivers enhanced mixing and thus significantly reduces this formation of solids, even at low crossflow velocities. With this ongoing cleansing process, more permeate can flow through the membrane without additional energy demand.
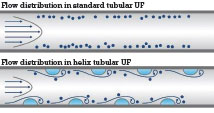
WHY TURBULENCE ENHANCEMENT?
In any UF process that treats wastewater with high organic content, the limitations of conventional tubular membranes will show up sooner or later:
- Buildup of foulants at membrane wall.
- Formation of cake layer.
- Drop in flux.
- Drop in productivity.
- Increase in crossflow velocity leads to a rise in energy consumption and uneven TMO/ flux profile.
Combining high turbulence with low energy consumption, Helix can deliver up to 100 percent extra productivity and reduce energy costs by 50 percent, depending on the feed water characteristics. The new Helix technology is available on all X-Flow tubular (Compact) membranes.
OPTIONS FOR A RANGE OF INDUSTRIES
The latest addition to this product range is the 12 inch diameter Compact 75G, a glass fiber-reinforced epoxy module with high mechanical strength and high chemical resistance. Compact 75G is the largest diameter product available in the tubular membrane product range. The unique design minimizes construction costs and maximizes output. The Compact membranes were developed for the most demanding wastewater applications in the food and beverage industry, refineries, petrochemicals, automotive, and produced water treatment in the oil and gas industry. ◆
About the Author
Marion Slaghuis is the communication coordinator for flow and filtration solutions at Pentair and can be reached at marion.slaghuis@pentair.com. With X-Flow, Pentair delivers membrane technology to OEM’s, partners, and contractors through a worldwide network. Pentair engineers proactively support clients with cutting-edge and cost-efficient solutions that are built to cope with the most challenging conditions in water treatment. For more information, visit xflow.pentair.com.
____________________________________________
MODERN PUMPING TODAY, January 2016
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
![]()