


By Alejandro Duque and Patricio Egan, Mueller Water Products, Inc.
The Guadalupe IV Hydroelectric plant is located 43 miles from the of city Medellin, Antioquia, and provides electricity to the surrounding areas of Medellin, Envigado, and Guadalupe. It has power generation capacity of 216 MW and a net capacity of 202 MW. There are three Francis Vertical Shaft Turbines, with two of the units generating 67 MW and one unit generating 68 MW. This power plant delivers 1,205 GWh per year, with a net generation of 1,026 GWh per year to the Columbian Power Network.
The cooling system for the three turbines collects water from a 62,000-gallon holding tank. This water has already been used by the turbines and has fine sand particles so it needs to filter through screens (0.04-inch openings) before it is used for cooling. If any sand comes into contact with the turbine bearings, it can be a big problem. The sand is essentially decanted in the bottom of the tank and can get up to a foot high in a period of six months with normal operation. This gradually decreases the efficiency of the cooling system due to obstructions caused by the suction of sludge.

FACING THE CHALLENGE
The hydroelectric plant was faced with suspending the operation of generators for a period of up to two days, because of the rudimentary drainage systems to remove the sludge at the bottom of the tank.
Santiago Ramirez and Carlos Ospina designed a sludge removal system that would not only do a better job, but significantly reduce the downtime of power generating operations. They did this by designing a network of high-pressure sprinklers that are installed on the bottom of the tank and are fed with pressurized water. The high-pressure sprinklers stir the sludge in the bottom slab of the cooling tank, and through a submersible pump they discharge the muddy water into the river at one side of the powerhouse.
To ensure the pressurized water into the tank flows at a constant 2,377.5 gallons per minute, they needed to install a control valve to regulate the flow. The inlet for the pressurized water comes through a 2-inch stainless steel pipe (AISI 304) installed upstream of the intake valves of the generators. This gives a static pressure of 40 bar (580 Psi) that feeds into a 6-inch main pipe feeding into a grid of 110 PVC high pressure sprinklers in the bottom of the tank. With a stable flow of 2,377.5 gallons per minute and a stable pressure of 40 Bar the 110 sprinklers are able to stir up the sludge for removal from the bottom of the tank.
SINGER VALVES PRECISION CONTROL
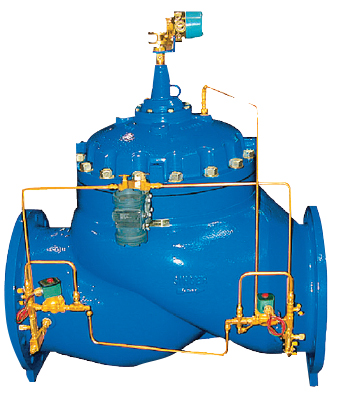
The Singer 10-inch-206-2SC-MV-Class 300 control valve was chosen because it combines precise flow control with flow metering to ensure that the flow is adjusted to supply 2,377.5 gallons per minute of water at stable pressure. This hydraulically operated valve introduces or releases water from the control chamber above the diaphragm to effectively maintain accurate water control. The metering valve (MV) calculates the flow rate through the valve using a proprietary algorithm, the position of the valve and the pressure differential across the valve. The calculated flow rate can be used as a feedback value to the controller to automatically manage the flow control.
The installation of the sludge extraction system involved assembling the ejectors grid in the bottom of the tank and then connecting the whole system to the flow control valve. The control valve was installed on the top of the tank, leaving a straight stainless steel pipe stub upstream with a length of four times of the valve’s flange size to ensure the flow across the valve is stable. The hydroelectric plant needed to shut down for five days to complete the installation.
SLUDGE REMOVAL GOING FORWARD
The sludge removal is now performed approximately every six months. The plant is only out of service for six hours to prevent the stirred solids from being pumped into the cooling system. The operation consists of lowering the water level of the cooling tank, starting the submersible pumps and operating the flow control valve to initiate the agitation of the decanted solids before discharging into the river.
With the commissioning of the sludge extraction system several benefits were achieved; it has changed from a manual cleaning process using approximately ten people to an automatic process with only four people, cleaning the tank use to take twenty-six hours and now it only takes six hours and downtimes of the generators for maintenance has been reduced as the quality of the water in the cooling system has significantly improved.
Carlos Ospina, operations director for Guadalupe Hydroelectric Plant, says, “By regulating the flow with the Singer control valve in our new sludge extraction system, we have reduced our maintenance costs and reduced necessary interruption time of power generation. We are very pleased with this outcome and the stability performance of the valve.”
The cooling tank is also connected to the plant’s firefighting system, so having this guaranteed water pressure from the control valve for a high a high demand situation, is a vital safety requirement for the plant.
FOR MORE INFORMATION
Siemens Digital Industries Software, a business unit of Siemens Digital Industries, is a leading global provider of software solutions to drive the digital transformation of industry, creating new opportunities for manufacturers to realize innovation. With headquarters in Plano, Texas, and over 140,000 customers worldwide, we work with companies of all sizes to transform the way ideas come to life, the way products are realized, and the way products and assets in operation are used and understood. For more information, visit www.sw.siemens.com.
Alejandro Duque is Singer product manager and Patricio Egan is Singer Latin America area manager for Mueller Water Products, Inc. Mueller Water Products, Inc. is a leading manufacturer and marketer of products and services used in the transmission, distribution, and measurement of water in North America. Our broad product and service portfolio includes engineered valves, fire hydrants, metering products and systems, leak detection, and pipe condition assessment. We help municipalities increase operational efficiencies, improve customer service and prioritize capital spending, demonstrating why Mueller Water Products is Where Intelligence Meets Infrastructure®. For more information, visit www.muellerwaterproducts.com.

MODERN PUMPING TODAY, August 2019
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!