

A Caribbean refinery had been using a Union Pump Company (now SPX Clyde Union) 4×6 (4-inch [101.6 millimeter] discharge, 6-inch [152.4 millimeter] suction) Multi-Phase Extraction (MPE), seven-stage centrifugal charge pump. Charge pumps are used to maintain the inlet pressure on main hydraulic pumps in order to prevent cavitation.
Normally such a pump in refinery operation would have been expected to last about five years between overhauls. This one had lasted perhaps a year before being taken off line due to reduced performance. When the charge pump arrived in a shipping crate at Chalmers and Kubeck’s (C&K) main service center in Aston, Pennsylvania, it had clearly seen better days.
“It came in partially disassembled and heavily rusted,” says Helen T. Eife, C&K’s manager for engineered pumps. “It looked like it had been sitting outside for a while.”
An inspection determined that the failure was caused by using the wrong type of material for inserts on the wear rings. A complete refurbishment, including installing Graphalloy inserts, returned to pump to operational status.
INITIAL INSPECTION
The thrust and journal bearing housings had been removed and were loose in the shipping container. The mechanical seals were also taken off but had not been shipped with the pump. The unprotected shaft protruding out of the pump case was heavily rusted as were the insides of the bearing housings.
Upon disassembly, the inside didn’t look any better. A visual inspection found heavy rust on the shaft ends, bearing housings and journal bearings. Among other problems, rust on the Kingsbury thrust bearing collar, base ring assemblies and pivot shoes rendered them in need of replacement.
A dimensional inspection found some parts to be in good shape. For example, the inboard and outboard bearing housings remained within specification, the total indicated runout (TIR, a measure of roundness) of the shaft was no more than 0.002 inches (0.0508 millimeters) and the pump case split surfaces were flat, offering a good surface for gasket retention.
Engineers found the probable cause of pump failure to be the use of the wrong type of material during the last set of repairs. During an earlier overhaul in the Caribbean, a fluoropolymer composite, Dupont Vespel, had been used in some of the components.
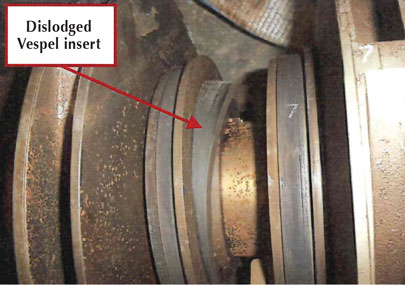
Dislodged Vespel insert on sixth-stage impeller.
REACHING ITS LIMIT
“Being a plastic material, Vespel will eventually creep and lose its fit if it starts getting close to the high temperature limit,” says Chuck Marrical, C&K’s senior pump engineer who conducted the design engineering on this project. “At that point, the pressure differential can displace it out of its holder.”
During disassembly, he noted that the sixth-stage impeller hub case ring had a partially dislodged fluoropolymer composite insert (see figure 2). All other case wear rings, the first/second stage, balance stage and center stage also had composite inserts. Inspection of the impellers showed the impeller hubs had wear rings installed. However, the impeller eyes did not have wear rings installed and had been machined to a very thin condition to allow the use of composite inserts in this location.
Marrical says that the overheating of the Vespel had two sources: the high temperature of the hydrocarbons being pumped and the tight fit of the impellers on the shaft. A dimensional inspection of the impellers showed the impeller bores to have a fairly heavy interference with the mating shaft diameters. This heavy fit is not necessary for impeller retention on the shaft and causes excess difficulty at assembly and disassembly.
Because of the tight fit, it is necessary to heat the impellers to install them onto the shaft. The stage pieces on the hub side of the impeller have integral splitters that do not allow them to be moved enough axially to be completely off of the impeller during the assembly process. As a result, they are subject to the high temperatures used to remove and install the impellers.

Rotor during balancing process.
BUILDING A DIAGNOSIS
This heating process during installation is probably what caused the stage 6 fluouropolymer composite insert to initially deform, and later move out of position when exposed to hot pressurized fluid while in operation. During inspection, therefore, it was impossible to determine the running clearances at the impeller eyes, hubs and balance stage pieces due to damage to the Vespel inserts from heating while disassembling the rotor.
In order to put the pump back into action and eliminate future concerns about overheating, (C&K) decided to use Graphalloy inserts by Graphite Metallizing Corporation. Graphalloy is a graphite/metal alloy which is used as a self-lubricating bearing material. It is non-galling, corrosion resistant, dimensionally stable and can operate at temperatures from cryogenic to higher than 1000 degrees Fahrenheit (537.78 degrees Celsius) depending on the grade of product selected.

Repaired pump ready for shipment.
THE GRAPHALLOY SOLUTION
Marrical says Graphalloy is often used in condensate pumps and boiler circulation pumps. Because it has its own lubricity, bearings can run dry without damage. Those self-lubricating properties make it a good fit for light refinery hydrocarbon products which have poor lubricity.
“When I worked in the magnetic bearing division at Kingsbury, we used Graphalloy for coast down bearings,” says Marrical. “When they would shut off the electricity and the rotor was no longer supported in its magnetic field, the rotor would have to coast down on the Graphalloy bearings.”
For this application, C&K chose Graphalloy grade GM111.3, a nickel impregnated material that will withstand temperatures of up to 750 degrees Fahrenheit (398.89 degrees Celsius). Since C&K has a comprehensive ISO 9001 manufacturing facility, the only actions done outside were re-babbitting of some bearings. In addition, the company purchased a thrust bearing from Kingsbury.
READY TO GO
In the case of this refinery centrifugal pump, some parts needed to be reverse engineered. The rusted shaft was reclaimed using a High Velocity Oxygen Fuel (HVOF) thermal spray process to apply tungsten carbide, which was then ground and finally super finished to 8 rms (8 micro-inch) smoothness. The face of the stuffing box had been skim cut so many times that the stuffing box was too short for the mechanical seals. Adjustments needed to be made there.
After machining, welding, grinding, skim cutting, sandblasting, spraying, and finishing, the pump was ready for reassembly, testing, balancing (see figure 3) and shipping back to the tropics sporting a fresh coat of blue paint (See figure 4). ■
_________________________________________________________________________
ABOUT THE AUTHOR
Drew Robb is a freelance writer specializing in engineering and technology. For more information, visit www.graphalloy.com.
_________________________________________________________________________
MODERN PUMPING TODAY, August 2013
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
![]()
Pumping New Life into a Failed Pump
