


With the discoveries of large new natural gas deposits, including shale formations, competition is intensifying for LNG supply contracts, making it imperative that LNG operators achieve the lowest possible delivered costs by optimizing reliability and attaining larger economies of scale. Technological progress is supporting the pursuit of these goals. Both producers and shippers can rely on a new generation of extremely reliable centrifugal compressors typically equipped with mechanical Dry Gas Seals (DGS) developed and sized specifically for refrigerant and boil off compressors used in the LNG sector.

EagleBurgmann PDGS seal
AN INTEGRAL PART OF THE PROCESS
Compressors and seals are an integral part of all processes used to transform natural gas into LNG. Cooling gas below the dew point in the range of -256 degrees Fahrenheit (-160 degrees Celsius) at ambient conditions typically is done stepwise in heat exchangers employing refrigerants, usually methane, ethane and propane.
The cooling media are compressed and then expanded to progressively cool down the natural gas. Compressors circulate the refrigerants. The latest generation of LNG vessels has on board re-liquefaction units to decrease LNG losses from liquid returning to a gaseous state during transportation. These re-liquefaction units generally use centrifugal geared compressors, combined with the expansion turbine.
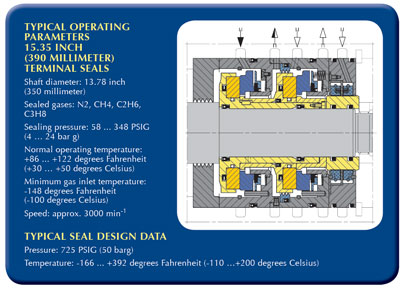
At onshore terminals, new, ultra-large capacity processing equipment is being used to increase production rates and reduce the percentage of natural gas diverted to power the liquefaction process. Compressors as large as 132.28 tons (120 tonnes) have been developed. That, in turn, required the development of a 15.35 inch (390 millimeter) gas seal to accommodate an increase in maximum compressor shaft sizes from 12.99 to 13.78 inches (330 to 350 millimeter).
Good shaft sealing technology is critical to compressor efficiency and reliability. Without a highly effective and consistently reliable shaft seal, the compressor would lose efficiency and in the worst case, suffer unscheduled shutdowns at great economic cost. That makes the choice of seals a key part of the total capital investment decision.
EagleBurgmann’s experience in LNG applications began in 1999. Today it is the market leader in supplying gas seals used on LNG carriers. The extension of the company’s product portfolio to large diameter DGS’s for LNG plants started in 2005 with the development of a 15.35 inch (390 millimeter) seal specific for low temperature applications.
Extensive design verification and testing as well as continuous product upgrading and operating range extensions have resulted in these ultra-large seals being certified for LNG operations by major compressor manufacturers, allowing EagleBurgmann to offer a complete LNG product portfolio.
DRY GAS SEALS: EFFICIENT AND RELIABLE
Dry gas seals, also known as gas-lubricated mechanical seals, are the preferred solution for LNG compressors in onshore and offshore applications because of their superior capabilities in reducing power dissipation and leakage at shaft ends. Compressor manufacturers prefer them for their capacity to simplify the seal control panel and make it more reliable. In a high performance DGS, the two sliding surfaces run one on top of the other separated by a film or cushion of gas that guarantees contactless running at speeds up to 20,000 min-1. The narrow, stable sealing gap results in relatively low gas leakage around the compressor shaft and ensures the seal works without wear and with relatively low power input.
Although these seals may have some general characteristics in common regardless of the manufacturer, a great deal of proprietary knowledge and expertise goes into the design, choice of materials, testing and manufacture of the latest certified LNG seals.
One cannot not take a DGS used in everyday industry and simply upsize it for LNG compressors. The design and materials selection has to anticipate all operating conditions to which the seal will be exposed. Likewise, the testing and manufacturing is extremely demanding and critical to safety and reliable performance during extended operations.
As a rule of thumb, a seal should require no maintenance. It is common practice to replace them at scheduled overhauls of the compressor, the timing of which is left to the operator’s discretion but typically occurs at five-year intervals.
ONSHORE AND OFFSHORE: SEALS ESSENTIAL IN LIQUEFACTION
The major challenges for designing LNG seals include the following:
- selecting the best materials for very low temperatures,
- accounting for temperature fluctuation on sealing materials with different thermal expansion coefficients,
- assuring safety and reliability in all operating conditions.
LNG seals are typically designed to function reliably in temperatures ranging from -274 to 382 degrees Fahrenheit (-170 to 230 degrees Celsius). Dry gas seals used in onshore liquefaction normally are operated in the range of 104 degrees Fahrenheit (40 degrees Celsius). Their low temperature tolerance is required only for special operating conditions. In LNG terminals, the 15.35 inch (390 millimeter) seals being installed on the new ultra-large horizontal split barrel type compressors have an outer diameter of up to 21.65 inches (550 millimeters) and fit a shaft diameter of 13.78 inches (350 millimeters). For this product, EagleBurgmann employed a safety-critical DGS design using two single seals in tandem arrangement—a primary and secondary with a labyrinth in between—to ensure zero natural gas leakage to the atmosphere where it could ignite. The secondary seal is capable of operating under the same conditions as the primary. To avoid any oil immigration from the bearing into the seal, a carbon ring seal as oil separation was selected.
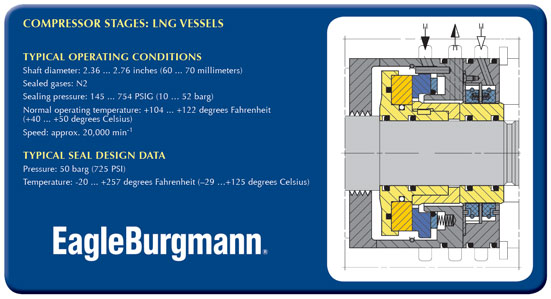
The smaller compressor/expander plants installed on board LNG vessels typically employ geared-type compressors. The seals used in the compressor stages are subjected to moderate temperatures and don’t require special materials, but must be capable of withstanding other operating stresses like vibration and rough seas.
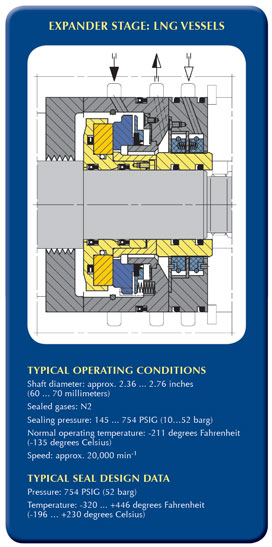
Furthermore, the overhang design of the compressor requires the DGS be as short as possible, so a design employing a single seal plus oil separation seal is used. Expander stage seals present the bigger challenge in sealing gases at extreme low temperatures. The seals used on the expansion turbines are exposed to extreme cold—down to -211 degrees Fahrenheit (-135 degrees Celsius) in regular operation. Usually, nitrogen is the process gas used in the secondary cooling cycle. For these DGS, EagleBurgmann selected special metal materials and elastomer-free secondary sealing elements. The dry gas seals for LNG re-liquefaction compressors/expanders were designed for the following conditions:
MATERIALS SELECTION CRITERIA FOR LOW TEMPERATURE OPERATIONS
EagleBurgmann’s LNG selection criteria for all metal parts and secondary sealing elements assures a reliable, long term operation and good materials properties in temperatures as low as -320 degrees Fahrenheit (-196 degrees Celsius). All secondary sealing elements are made of polytetrafluoroethylene (PTFE) with special filler material to withstand low temperatures.
For the primary sealing elements, the rotating seat and stationary face employ EagleBurgmann’s proven standard solution used since 1992: silicon carbide against silicon carbide.
The EagleBurgmann PDGS specific design of the polymer cup seals ensures minimum sliding forces combined with wear-free operation.
BUILT TO LAST
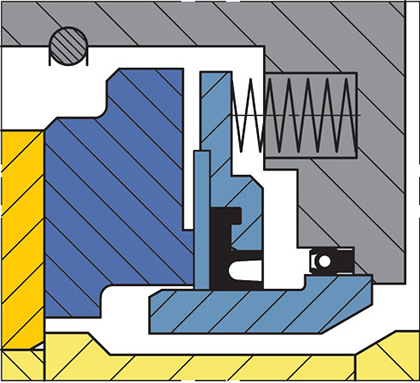
The rotating seat is turning together with the compressor shaft while the ceramic stationary face is fixed by torque pins to the metal housing. The balance sleeve is shrink-fitted to the housing. EagleBurgmann uses tungsten carbide for both the balance sleeve and supporting ring for the sealing element, preferring it for low temperature coefficient and because, when polished, tungsten carbide gives a very high quality, smooth surface.
The stationary face has to be sealed reliably against the balance sleeve to avoid any leakage bypass and the stationary face must move axially to compensate for any shaft movements. During extreme temperature fluctuation, the gap will vary dramatically. If it’s too large, good sealing function is not ensured, and if it gets too small or even disappears, it loses axial flexibility. This required special attention to cope with the temperature extremes and the -211 degrees Fahrenheit (-135 degrees Celsius) standard operating temperatures for expander seals.
OPTIMIZING SEAL PERFORMANCE
Proper tapering of the seal face is another critical part of designing a DGS for extreme temperatures. It begins with predicting the seal face deformation. The unique EagleBurgmann solution is to size the seal face taper at room temperature for optimal geometry under ordinary operating conditions, applying the company’s validated calculation codes and extensive experience to get the optimum result for extreme heat or cold temperatures, then fine-tuning the result through extensive testing.
The rotating seat of a DGS compressor seal is grooved to ensure the gas separation film forms and stabilizes during dynamic operation, including compressor start-ups and coast down. These proven 3D grooves ensure optimal pressurization within the sealing gap (between rotating seat and stationary face). EagleBurgmann engineers simulated operating conditions to generate an optimum operational sealing gap below 5 µm and ensure reliability of the gap under all operating conditions.
Cryogenic testing in EagleBurgmann’s test facilities.
CONTROLLED TESTING OF EVERY SEAL TYPE
Every LNG seal type is subjected to rigorous cryogenic testing under simulated operating conditions at the EagleBurgmann test center. Liquid nitrogen is used to cool down the seals to -274 degrees Fahrenheit (-170 degrees Celsius) prior to the dynamic test.
The master tests for each seal also simulate particular operational issues of LNG compressors that represent major challenges for dry gas seals, like:
the impact of rotor deformation that might occur in variable or low-speed operations,
compressor coast down from shaft misalignment, simulated by reproducing a forced plant shutdown more than 120 times.
MANUFACTURING CONSIDERATIONS
Very large seals like the 15.35 inch (390 millimeter) LNG seals are the most challenging to manufacture because the geometrical tolerances have to be the same as for smaller seals. Geometrical tolerances like the flatness imposed on seal faces have little to do with the size of the seal.

FIELD EXPERIENCE
Since EagleBurgmann delivered its first 2.36 to 2.76 inch (60 to 70 millimeter) LNG seals for maritime transport applications in 1999, it has built up an installed base of more than 350 such seals worldwide. Then in 2005, it undertook to develop 15.35 inch (390 millimeter) cryogenic seals for onshore LNG operations for one of the world’s leading compressor manufacturers. As a result of that success, that OEM commissioned the company to develop a version of the same 15.35 inch (390 millimeter) design for a high temperature environment—a furnace gas recompression train in a new cogeneration plant at a major steel mill in Wuhan, China.
The 15.35 inch (390 millimeter) seal underwent further testing up to a 482 degrees Fahrenheit (250 degree Celsius) bulk seal temperature. With the design robustness and particularly the sophisticated gap control solutions of EagleBurgmann, no significant design modifications for high heat were necessary. Those seals have been in continuous service since the cogeneration plant started up in 2009.
The feedback from the compressor OEM has been very positive, a testament to the versatility of the original design to adapt to all temperature extremes and fluctuations. The result is a new generation of dry gas seals built to a high standard of safety and efficiency on which LNG operators can rely.
REFERENCES
1. Different, Thirty-Sixth Turbomachinery Symposium: Gas turbines and turbo compressors for LNG service, 2007
2. Dr. Shukri T.: LNG technology selection, 2004
_______________________________________________________________________
ABOUT THE AUTHOR
Daniel Goebel is the team leader of application engineering and sales support for new equipment / compressor seals and systems at EagleBurgmann Germany. Francesco Grillo is an application engineer at EagleBurgmann Italy. For more information on EagleBurgmann’s industrial seals, call 713.939.9515, email info@us.eagleburgmann.com, or visit www.eagleburgmann.us or www.eagleburgmannnow.com.
_______________________________________________________________________
MODERN PUMPING TODAY, May 2013
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
