


In this third part of the four-part series, we will highlight ratings and standards for bearing housing protector seals as well as take a closer look at bearing housing protector seals for small steam turbines. Next month’s concluding article will examine face-seal options for bearing protection and provide an example cost justification tabulated for advanced bearing housing protector seals.
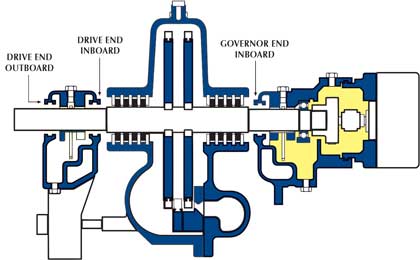
Figure 6: Small steam turbine cross-section indicating its 3 bearing housing locations which need protection from steam and water (source: Worthington-Turbodyne S.A.)
INDUSTRY STANDARDS
Part 1 introduced the reader to bearing housing protector seals, often called “bearing isolators.” At its conclusion, Part 1 mentioned that probably all rotating labyrinth seals (but not lip seals) marketed in the United States comply with the relevant stipulations of the current Edition of API-610 (see reference 6). Lip seals are relatively inexpensive, but typically wear after a few months of operation. They can also cause wear damage to the shaft surface.
Because inexpensive single-acting lip seals cannot prevent forced water intrusion, API-610 states “lip-type seals shall not be used in pumps.” Water very often gets past lip seals when pressure-washing equipment. Such washing or hosing down is quite typical in facilities which process foods or manufacture pharmaceuticals.
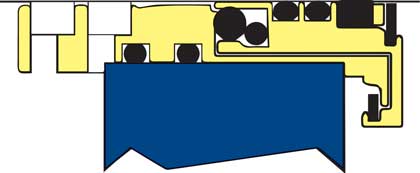
Figure 7a: An advanced bearing housing protector seal for small steam turbine
INGRESS PROTECTION RATINGS
The most advanced rotating labyrinth-style bearing protector seals have achieved the superior rating “IP66.” The letters “IP” mean ingress protection; the first numeric digit “6” indicates “totally dust tight” and the second digit “6” rates the product as offering “protection against strong water jets and waves.” The higher the rating numbers, the better the sealing effectiveness.
Advanced rotating labyrinth seals—and certainly the one depicted in figures 2c and 5 in this series’ earlier articles—comply with both (UK) Ingress Protection Rating IP66 and the (U.S.) IEEE 841-2001 Standard. Although intended for severe duty TEFC (Totally Enclosed Fan Cooled) motor applications, IEEE 841-2001 makes clear reference to the less stringent rating IP55. Accordingly, the rating of IP66 for the bearing protector seals in the remaining parts of this series is to be commended.
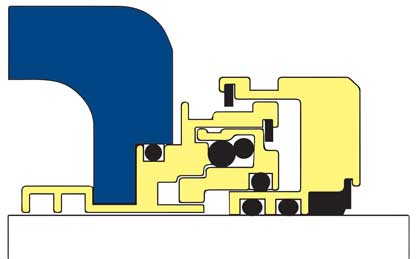
Figure 7b: An advanced bearing housing protector seal for medium to large steam turbines. The seal accommodates considerable axial movement and relatively high temperatures (source: AESSEAL Inc., Rotherham, UK, and Rockford, TN)
USER STANDARDS FOR MOTORS
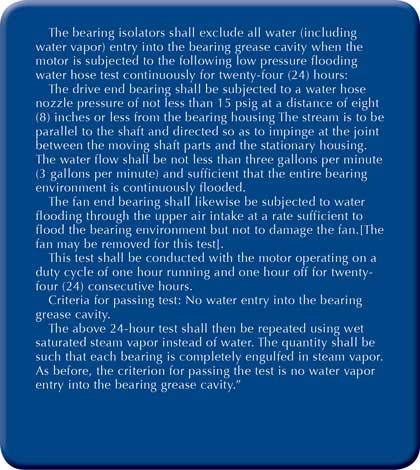
Some user standards are also well worth noting. As an example, a large U.S. pulp and paper company found that 30 to 40 percent of their many motor failures were caused by water-related bearing damage (see reference 7). They then decided to develop the following standard for motor bearing housing protector seals:
Again, there are economic and reliability-driven reasons to protect electric motor bearings from the ingress of airborne dust and water. Advanced rotating labyrinth seals that have earned an IP66 rating are also performing well in electric motors.
APPLICATIONS FOR STEAM TURBINES
Advanced bearing protector seals have, probably since 2006, been applied to small steam turbines (figure 6). The geometry of an advanced seal (figures 7a and 7b) represents an adaptation of the one shown in figure 5. Its success in steam turbine failure avoidance has been remarkable; payback periods of one or two months are not unusual.
Other adaptations of the standard design accommodate shaft angularity and axial movement of equipment shafts relative to pillow block bearing housings (figure 8). The design also serves in large drums in steel, pulp and paper, and other manufacturing plants.
Advanced bearing protector seals are thoroughly engineered and expertly tested products. They certainly exceed the reliability and ingress protection record of many popular old-style and traditional products. It might be well to remember that, if older were better, we would probably drive our Model T Ford automobile to the regional airport and walk up the staircase to board a Douglas DC-3 twin-prop aircraft.
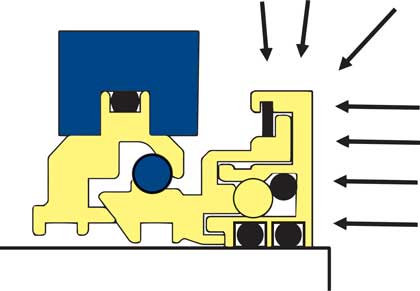
Figure 8: Cross-sectioned half-view of a bearing housing protector seal for shaft angularity and increased axial movement (source: AESSEAL Inc., Rotherham, UK, and Rockford, TN)
A LOOK AHEAD
The reliability advantages and easy cost justification for bearing housing protector seals are widely known, and in the series’ conclusion, we will provide examples taken from Best-In-Class plants that will benefit process pump users across a range of applications.
REFERENCES
- Bloch, H. P. and A.R. Budris, Pump User’s Handbook: Life Extension, 4th Edition, Fairmont Press, Inc.: Lilburn, GA (2013). ISBN 0-88173-720-8.
- Adams, V., R., Barry Erickson, Bill Needelman, and Michael D. Smith, “Proceedings of the 13th International Pump User’s Symposium,” Texas A&M University, Houston, TX (1996): 71-79.
- Eschmann,P aul, Ludwig Hasbargen, and Karl Weigand, “Ball and Roller Bearings,” John Wiley & Sons, New York, NY (1985): 183, ISBN 0-471-26283-8.
- Bloch, H. P.; “Twelve Equipment Reliability Enhancements with 10:1 Payback,” NPRA Paper RMC-05-82, Presented at NPRA Reliability and Maintenance Conference, New Orleans, May 2005.
- SKF Catalog 140-170, August 1988: 40 (Figure 17).
- “API-610, Standard for Refinery-Type Centrifugal Pumps,” 8th and later Editions, The American Petroleum Institute, Washington, DC.
- Derrick, R, W. Martiny, and W. McDonald, “Pulp-Coated Motors: The Effect on Motor Life,” Engineering Conference Book, TAPPI, Technology Park: Atlanta, GA (1986).
- Bloch, H. P., Pump Wisdom: Problem Solving for Operators and Specialists, John Wiley & Sons: Hoboken, NJ (2011). ISBN 978-1-118-04123-9.
About The Author
Heinz P. Bloch, P.E., is one of the world’s most recognized experts in machine reliability and has served as a founding member of the board of the Texas A&M University’s International Pump Users’ Symposium. He is a Life Fellow of the ASME, in addition to having maintained his registration as a Professional Engineer in both New Jersey and Texas for several straight decades. As a consultant, Mr. Bloch is world-renowned and value-adding. He can be contacted at heinzpbloch@gmail.com.
MODERN PUMPING TODAY, November 2014
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
