


FAT on a Conventional Control System
Current control and monitoring solutions for rotating machinery tend to be overly complicated and can actually adversely affect the efficiency of the machines and their cost of operation. End users expect their machines to:
- Operate continuously at maximum efficiency
- Operate safely throughout their lifecycles and performance ranges
- Provide diagnostic information for predictive maintenance allowing them to operate through the ever increasing time between turnarounds
- Minimize downtime and the cost associated with obsolescence
- Integrate into the emerging IIOT environment
Existing solutions depend on multiple general purpose and purpose-built solutions that complicate the ability to meet these requirements. This article will discuss the HIMA ProCOM solution for the protection, control, operation, and monitoring of rotating machinery. ProCOM will meet all of the user’s expectations by integrating all solutions into one homogeneous platform.
THE CURRENT SITUATION
Conventional solutions require several purpose-built devices to provide a complete solution for rotating machinery operation. These devices can include—but are not limited to—a PLC as the central CPU, a speed governor, an anti-surge controller, an overspeed trip device, and a condition monitoring system. As a result, setting up the monitoring and control system for large machines can involve an assortment of devices from a wide range of manufacturers. Each of these devices must be programmed or configured individually; using the manufacturer’s programming language. Engineers and maintenance personnel have to be trained on a number of different configurations and protocols—a very time intensive and therefore costly task.
The complication often requires users to engage manufacturers’ support organizations causing delays and potentially extending downtime. Alternatively, configuration and maintenance can be outsourced to specialist engineering service providers or the original manufacturers’ maintenance teams. This results in increased cost and in delays addressing what could be critical issues.
Setting up a system involving multiple devices can make communication and data flow complicated. All devices in the system have to be mapped to each other. If errors occur, it may not be obvious where the problem lies, especially if engineers are not fluent in all the configurations involved.
Each piece of equipment has its own lifecycle and its own obsolescence philosophy. This can mean that the operator is constantly dealing with upgrades, replacements, spare parts availability, and other maintenance issues which can increase costs and decrease reliability.

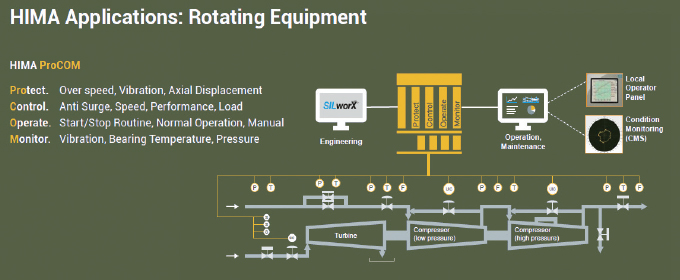
THE ProCOM SOLUTION
With the development of ProCOM, HIMA promises to protect, control, operate and monitor rotating machinery from one autonomous platform. ProCOM controls highly dynamic processes and, in the event of a problem, automatically ensures that the process is maintained by means of integrated fallback strategies. This avoids unplanned plant downtime
All functions within the platform are configured in one environment, SILworX. Operating all monitoring and control functions through one platform allows manufacturers to reduce training costs. They need only to invest in training their engineers in operating and trouble-shooting one system, the ProCOM system. All devices communicate through one common SIL 3 protocol. No mapping of data is required. Add-ons and replacements can be installed and programmed while the machine is in operation. No shutdown is necessary.
The HIMA solution is based on a modular principle, for both hardware and software. It offers operators the flexibility of installing ProCOM to manage machine safety and operation completely through one platform from the outset instead of adding individual modules to replace legacy devices or additional capabilities if and when they are required. As the platform can operate alongside existing monitoring and safety devices and communicate with them, an application can begin with minimal investment and capability can be added as and if needed later on. Although each installation is tailored to the specific machine application, proven and tested function blocks ensure high reliability. Once installed, availability of additional modules and spare parts is guaranteed for twenty-five years, enabling long-term planning of investment in upgrades, replacements, and training.

PROTECT
HIMA’s out of the box TÜV certified SIL3 controllers assure maximum protection of the safety functions associated with the operation of turbines and compressors.
HIMA’s unique X-MIO overspeed trip device provides API670 compliant overspeed trip protection which operates independently of other control and safety functions while integrating its data and operation to provide the data required by today’s data intensive environment.
The multi-tasking capability of the HIMA controller allows for IEC 61511 compliant separation of control and safety functions even while they are integrated into one hardware platform.
CONTROL
Standardized function blocks simplify the system control. Based on years of experience, the blocks have been specially developed for axial and radial compressors and turbines. The complete operation of rotating equipment is implemented by adjusting a few parameters only.
A robust anti-surge algorithm allows for optimal operation of compressors with the assurance that surges will be avoided.
OPERATE
Machinery start-up and shut-down procedures are covered by standardized function blocks too, as well as manual functions and the integration of rotating equipment into the entire plant process.
These standardized blocks also ensure that similar functions on different machines will be compatible allowing operators, engineers, and maintenance personnel to use their knowledge and experience across all machines.

MONITOR
ProCOM combines all the monitoring and control functions necessary to safely operate rotating machinery on one platform. For the first time, this includes digitalization of vibration monitoring, enabled by the HICon condition monitoring module.
This module receives thousands of machine vibration measurements per second from each sensor. Within milliseconds, the integrated proprietary HICore safety chip converts this flood of analogue information into a SIL 3 ready digital protocol that can be processed by the HIMax safety controller. In addition to feeding the information to the safety controller, the data is also constantly transmitted to and analyzed by VIBworX, HIMA’s proprietary processing software. This information on vibration patterns enables predictive maintenance measures and helps to avoid unplanned shutdowns.
All data transmissions to and from HIMax are made through safe SIL 3 approved Ethernet. Traditional coax cables and their susceptibility to interference are eliminated. This implies full flexibility for cable routing and installation, as the distance between the machine and the HIMax controller becomes irrelevant. Converting the machine data into digital signals significantly improves the transmission quality. Increased data rates enable operators to run rotating machines closer to their operational limits without risking machine safety.
SUMMARY
By supporting the digital transformation of manufacturing through its SIL 3 ready safety solution, HIMA helps operators to better understand the stresses at work in rotating machinery. Availability of reliable data through constant monitoring ensures more efficient operation as well as fewer errors and unplanned shutdowns. Valuable data is available to help plan new systems and installations for the future.
All in all, ProCOM not only ensures IEC 61511 and API compliance, but also avoids unnecessarily shutting down a rotating machine by means of a perfectly harmonized hardware and software throughout all operation modes. With the combined solution for protection, control, operation, and monitoring, operators can run their machines safely and at maximum efficiency throughout their operational range. Implementation and maintenance are simplified by the consolidation of all functions in one platform and the need for training is reduced. Thanks to the high availability of the HIMA solution and integrated fallback strategies, operators are able to extend the time between planned shutdowns and avoid costly unplanned shutdowns.
ABOUT THE AUTHOR
Buddy Creef, functional safety engineer for HIMA Americas, can be reached at bcreef@hima-americas.com. The HIMA Group is the world’s leading independent provider of smart safety solutions for industrial applications. With more than 35,000 installed TÜV-certified safety systems worldwide, HIMA qualifies as the technology leader in this sector. Its expert engineers develop customized solutions that help increase safety, cyber security and profitability of plants and factories in the digital age. For more information, visit www.hima.com.
_______________________________________________________
MODERN PUMPING TODAY, November 2018
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
![]()