

Pumps are major investments for any company, and the practice of rebuild over replacement not only yields cost savings, but often lessens the amount of down time the equipment is not in use. The question is, during the rebuild, are all the right steps being taken to protect the pump to ultimately maximize the pump’s life, yielding more for your overall investment?

The bearings and cooler from an API pump stored for less than six months without protection. Assembly lubricant or vapor phase oil would have prevented this damage.
PUMP STORAGE
One of the most important factors in preserving a new or repaired pump is storage. Most manufacturers have storage recommendations that are often ignored. By industry best practices, rebuilt pumps should come from the clean room and be stored in a humidity controlled storeroom.
Pump storage procedures are not the same for outdoor and indoor pumps, or for long and short term. Consider the conditions because inside and outside storage locations have frequency differences on changing out the preservative and coverings like tarps. Outside storing procedures can be costly and are usually more than what is needed for indoor stored equipment. When storing the pump outside, caution should be taken to keep water from entering the volute. This can corrode the casing, and in the winter a freeze might cause the water to expand and crack the casing. All of these are factors to consider when determining the location of the pump or maintenance needs and associated costs.
For splash cavity systems the use of an assembly lubricant on unprotected steel bearings will reduce false brinelling and provide short term rust protection. If the pump contains lubricating oil during storage, add 10 percent by volume vapor phase concentrate to the housings. Note that some vapor phase added might slightly change the viscosity, so it is recommended that you check with your lubrication supplier first. Pumps without lubricating oil should be filled with vapor phase oil and then reduce the volume to 10 percent cavity capacity for best effect.
Circulating systems of any size are generally filled with the appropriate lubricating oil and 10 percent by volume of vapor phase concentrate oil. This will provide protection for pumps that run only intermittently as well as pumps in storage.
A best practice to reduce false brinelling is to rotate stored equipment by hand every six weeks to two months.

Careful transportation of equipment will reduce friction that may cause brinelling.
BRINELLING
Brinnelling occurs when there is contact stress where hard metal presses into a less hard metal. The result is dented surfaces. Many bearing rolling elements are harder than the races they track in, damaging the race and leaving dents similar to small pot holes. Brinelling in rolling element bearings occurs when loads exceed the elastic limits of the race metal and visible indents are found.
False brinelling is when the dents are made from vibration and the pump is not running. These false brinelled dents are small and are not visible to the naked eye in most cases. To protect from brinelling and rust, assembly lubricants formulated specifically for industrial applications should be used in rolling element bearings. Assembly lubricants give greater wear protection, reduce operating temperatures and can extend equipment life. These robust oil molecules and additives adhere to metal surfaces to carry not only load, but displace moisture as well. Any pump mechanic or millwright who utilizes an assembly lube for the first time will feel the difference and will incorporate the practice in future unprotected rebuilds.
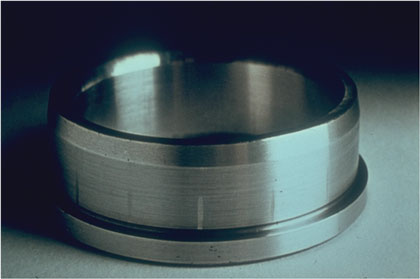
A bearing race was dented before being placed into service; brinelling damage is visible.
VAPOR PHASE OIL
Vapor phase oil is recommended to prevent rust and corrosion in pumps, engines, gearboxes and other closed systems that will be stored for one or more years. Vapor phase oil will fill any closed space with vapor to protect the surfaces not directly in contact with oil. The length of time the protection lasts is dependent upon the sealing of the housings. A completely sealed housing is usually one with magnetic contact seals on the shaft, breathers removed and all ports plugged.
Some labyrinth seals can seal the bearing housing completely and can be confirmed with a simple test. To test the housing, place a small hose nipple at the breather port and attach a balloon filled with air to it. If the balloon deflates, the housing is not sealed. Equipment stored inside and protected from the elements can remain for up to two years without additional treatment. Pump lubricating oils that meet OEM specifications can provide safe lubrication for bearings for up to six months when using a mineral oil based product and up to two years when using a synthetic oil based product. Always verify safe drain intervals with the pump OEM. If vapor phase protection is required in a pump already containing lubrication seek a vapor phase concentrate that can be safely added to the lubricant.
No company can afford loss of productivity due to a piece of machinery that is inoperable. A few hours of preventative maintenance are less costly than days of shutdown or full equipment replacement. Taking the time to review the manufacturer’s maintenance and storage recommendations coupled with using quality industrial lubricants will extend the life of your equipment and protect your investment. ■
_________________________________________________________________________
ABOUT THE AUTHOR
Robert Matthews is the reliability manager at Royal Purple, a manufacturer of synthetic premium industrial and consumer lubricants. Matthews travels to industrial plants and sites providing reliability education and recommendations for a wide variety of industries. For more information about Royal Purple industrial products for your pump or industrial equipment, visit www.royalpurpleindustrial.com.
_________________________________________________________________________
MODERN PUMPING TODAY, September 2013
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
![]()
Pump Rebuild Protection to Help Maximize Pump Life
