


Sand, sludge, corrosives, abrasives, and myriad other challenging fluid components tear into the working surfaces of pumps hour after hour, gradually or catastrophically deteriorating clearance, impeding free movement, and generally making pumps less effective. Manufacturers and end users can fight back by making pumping components harder, tougher and more corrosion resistant. However, most of the tools and techniques we have to fight these battles are decades old and relatively unimproved. Each has its strengths and weaknesses, and many will excel in the application for which they were engineered but degrade quickly when an unexpected contaminant enters the process.
Recent advancements in laser additive manufacturing technology have allowed for a substantial improvement to traditional hard coating technology that makes surface protection more durable and effective, and easier to engineer and implement. The following overview will attempt to highlight common wear and corrosion applications, traditional solutions and their pitfalls, and means by which laser metal deposition can overcome some of these challenges.
COATINGS AND THEIR ROLE
Pump and valve components have been routinely coated or treated for wear and corrosion control since the middle of the twentieth century. Rotating and reciprocating pumps susceptible to erosion, cavitation, and other fluid-induced failures require metallic and ceramic coatings, applied to working surfaces to ensure that the shape and clearance of the mating components are sustained for as long as possible in order to keep fluids moving with optimal efficiency.
Pump plungers and screws, and the cylinders and liners in which they operate, are coated with tungsten or chromium carbide, chromium oxide, nickel chromium, cobalt superalloy, and other similar hard-wearing, non-galling materials, all of which are ground and honed. Impellers and pump housings are also sprayed with carbides or ceramics to deter erosion. In addition, pump sleeves, bearing areas, packing fits, and other close clearance mechanical seals, which would normally see rapid decline if unprotected, can achieve substantial service life improvement, not to mention complete restoration after failure, when thermal sprayed with a hard coating and ground to finish.
TREATMENTS FOR HIGH-WEAR APPLICATIONS
Of the common surface treatments for high-wear applications, thermal sprayed coatings, including sprayed-and-fused overlays, are most frequently employed due to their robustness (they are physically as much as ten or twenty times thicker than most chrome plating or PVD coatings), diversity of selection (hard and chemically inert ceramics, corrosion-resistant nickel chrome and cobalt superalloys, abrasion-resistant carbides), high availability, and decades of in-the-field performance in a broad range of challenging applications.
Sprayed coatings do have a particular weakness, however, which is that they are mechanically bonded to the surface they are protecting. The structure of these coatings is, on a microscopic scale, much like balls of clay hurled at a stucco wall. The spray process projects a stream of hot particles at the grit-blast-roughened surface of the component, and the particles “splat” into the surface on impact, flatten out, and form a coating. As a result, if a strong enough mechanical force, such as a large chunk of debris running through the pump, impacts the coating, even the best coating may chip and eventually separate from the surface. Similarly, if a corrosive fluid happens to work its way through the particles of the coating and attack the substrate, the resulting corrosion can interfere with the bonding of the coating, and the coating layer will delaminate.
ADDING FUEL TO THE FIRE
To overcome this weakness, torches or furnace heat treatment can be used to melt and consolidate thermal sprayed metallic coatings of nickel or cobalt, changing the overlay from a tightly packed layer of individual particles to a fully dense, impermeable metallic layer that is essentially brazed to the substrate. This process, called fusing, can transform a sprayed coating into a tough, impact resistant and hard-wearing protective shield.
However, the fusing process requires the entire coating to be heated to the point of melting, 1,800 degrees Fahrenheit (982 degrees Celsius) for nickel chromium alloys and over 2,000 degrees Fahrenheit (1,093 degrees Celsius) for cobalt alloys. If fusing is done with torches, the work requires a substantial amount of technical skill and practice from the welder, who must bring the coating to the point of melting and then move on to application before it drips and runs. Regardless of the fusing method, the pump component must be capable of being heated to these high temperatures without distorting so much as to be made unusable.
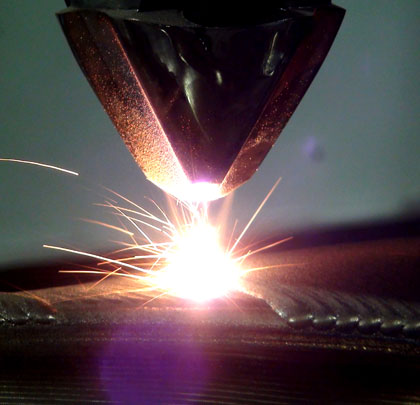
Laser Metal Deposition Up Close
WHAT IS LASER CLADDING?
Recent advancements in laser material processing have virtually removed much of the risk of applying fully-fused metallic overlays, even to complex and highly-machined components by allowing the extremely high heat of fusion to be contained to a small local surface area, and with minimal penetration of the heat into the substrate. The process, variously referred to as laser cladding, laser hardfacing, and laser deposition, uses a high-powered industrial laser, featuring a beam directed by a precision CNC machine tool to create patterns of hardface welding beads wherever needed on the surface of metallic components.
The machine tool guides the focused laser beam, in concert with a means for injecting the powdered hardfacing material, over the workpiece so that the laser can melt and alloy the surface with the deposited metal. The result is a welded overlay of hardfaced material precisely applied where it is needed, using only the amount of laser energy needed to create the weld bead.
A LOOK AHEAD
In next month’s conclusion, we’ll take a closer look at some of the advantages of the laser cladding technique, which include precise application, better adhesion, reduced heating, and improved uniformity.
About the author:
Dan Hayden is president of Massachusetts-based laser cladding and thermal spray service provider Hayden Corporation. He also serves as secretary/treasurer to the ASM International Thermal Spray Society, and executive officer to the International Thermal Spray Association. Hayden Corporation is a full-service, ISO 9002-2008 registered company providing thermal spray coatings, laser cladding, spray and fuse coatings, and more. For more information, visit www.haydencorp.com.
_______________________________________________________
MODERN PUMPING TODAY, April 2018
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
![]()