


An HRS Aseptic Block pasteurizer and filler has allowed a contract manufacturer of soft drinks in the United Kingdom to increase its capacity in order to fulfill extra orders from its client. The customer is a supplier of contract manufacturing, packing, and distribution services for the food and drink industry. One of their products is a best-selling branded fruit juice drink produced under contract for a major brand.
When they needed to increase production capacity within a limited existing footprint, they approached HRS for a solution, which also needed to preserve the fresh taste and premium quality characteristics of the product.
BUILDING UP CAPACITY
The customer had an existing plate heat exchanger for pasteurizing drink products, but this lacked sufficient capacity to meet the increase demand for the product, and due to its design could only cope with a limited range of product types. Using a tubular pasteurizer based on an HRS multitube heat exchanger not only increased production capacity in a relatively small unit, but it also provided new capacity to handle thicker and more viscous products if required.
HRS ASEPTIC BLOCK UNIT
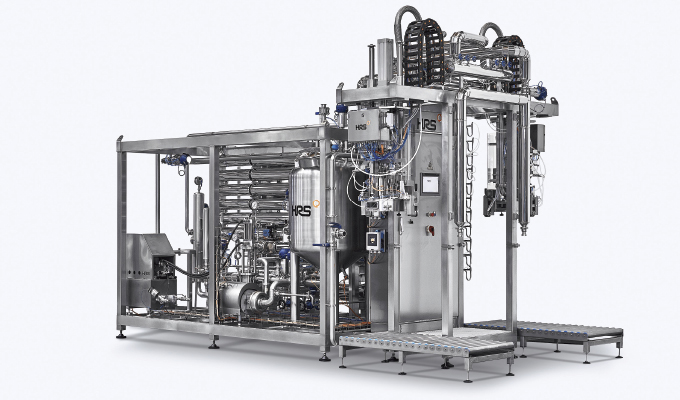
After consultation it was decided that an HRS Aseptic Block unit—incorporating a pasteurizer based on the HRS MI Series of multitube heat exchangers, pumps and AF Series aseptic filler to fill bulk bag-in-box products—would be the best solution to meet the technical requirements in the space available. Because the customer wanted a turnkey solution, HRS also took care of the ancillaries such as a boiler for the heating water for the pasteurizer, the chiller and all the necessary pipework, pumps, gauges, etc. The Aseptic Block also included a buffer tank, integrated cleaning-in-place system, and controls.
FEELING THE HEAT
Capable of handling 3.3 tons of product per hour, the pasteurizer raises the temperature of the product from 59 to 203 degrees Fahrenheit (15 to 95 degrees Celsius), with a holding time of thirty seconds, before the product is cooled to 64 degrees Fahrenheit (18 degrees Celsius) ready for aseptic filling. Since installation, the HRS Aseptic Block has performed to specification, fully meeting the needs of both our customer and their client.
FOR MORE INFORMATION
Matt Hale is international sales and marketing director for HRS Heat Exchangers. He began his career in the food and dairy processing sectors in the late 1980s before moving into sales in the mid 90s. He has been involved with heat exchanger systems since 1997 and has held a number of sales roles at senior management level. Hale joined HRS in 2013 as international sales manager, where he utilized his expertise in key account management and distribution. Since 2015 he has had responsibility for the HRS Group’s global marketing. For more information, visit www.hrs-heatexchangers.com.
MODERN PUMPING TODAY, August 2022
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!