


A meat processing plant in Texas was using traditional cooling water treatment technology to control deposits and corrosion in their critical evaporative condenser system. After years of poor control of the existing water treatment program, the plant personnel observed scale formation. Calcium carbonate had accumulated on the heat exchange surfaces. This put a strain on the cooling system, which impacted plant operations. Specifically, the plant experienced increased head pressure on the ammonia compressors.

FAILURE IMMINENT
The only option to keep the plant running was to operate online and standby compressor systems at 100 percent capacity. Plant personnel knew that if the problem was not remedied, the equipment would fail, ammonia could be released, and the plant could experience an expensive unplanned shutdown. Even if the system did not fail, the increased energy required for operating all the compressors was significantly driving up utility costs.
Analysis of the operations by plant engineering indicated the calcium carbonate deposits were causing a significant loss in heat transfer efficiency. The condenser system had a nominal capacity of 25,000 British thermal units (BTUs), and the deposits were leading to 442,000 kilowatts (kWh) of excess electricity use.

BRING IN THE EXPERTS
Kurita was asked to survey the site and suggest a comprehensive solution to lower energy demand, improve operations, and extend equipment life. One specific request was that the condenser system be descaled during operation, and this eliminated the risk of harsh cleaning acids that can pose safety and environmental risks. The online cleanings also maximized production during the busy season by keeping the plant running.
The Kurita team performed a comprehensive system analysis, including a site survey, operational review, and water analysis. Computer modeling was completed to help predict scale and corrosion potential. Kurita’s internal support specialists and field team used these results to develop a tailored program to safely remove existing deposits and prevent further scale or corrosion.
IMPLEMENTING THE SOLUTION
The new treatment program was based around a scale and corrosion formula similar to the product that had originally been used. However, with the addition of effective real-time control of the chemistry, it was possible to maintain a tighter range on the program. This was sufficient to prevent further deposition once the system was cleaned up.
In order to expedite removal of the existing deposit and to provide the best possible corrosion protection, the Kurita and customer team chose to Kurita’s Cetamine E Series cooling water treatment. This supplemental technology uses a proprietary combination of filming substances to safely remove existing organic fouling, inorganic scale, and metal oxide deposits from tube surfaces. Once the tubes are clean, the technology establishes a hydrophobic film on the metal surface. This physical barrier protects metal surfaces and results in very low levels of corrosion during normal operation. More importantly, the film continues to provide protection in the event of unexpected overfeed of acid or other chemical upsets.
RESULTS PAY OFF
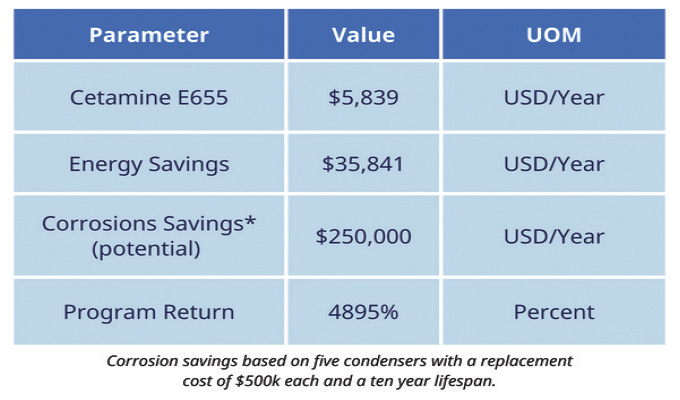
A thorough understanding of the plant’s system combined with Kurita America’s technical expertise and unique water treatment technologies resulted in a cooling water solution that worked in multiple ways. Within one year of program implementation, deposits were removed, and corrosion rates are well improved. No unplanned outages occurred, and the cost of a scheduled shutdown to clean the condenser was avoided. Because of the improved evaporator condenser operation, the plant is seeing measurable electricity savings. The plant’s engineering team calculated the value of these savings at over $35,000 per year. The decreased electricity demand resulted in 188 fewer tons of carbon emissions generated annually.
As part of the Kurita Group, a leading industrial water solutions provider in the world, Kurita America brings innovations to market through a unique, customized water management approach called the Kurita Way. The Kurita Way embodies complete water harmonization through a consultive engineering engagement. By incorporating all aspects of our customers’ facility, including chemical, mechanical, and operational components, Kurita America gets to the root cause of customers’ most complex challenges to deliver optimal results and overall lower cost of ownership for a better, more sustainable world. For more information, visit www.kuritaamerica.com.