


Reverse osmosis (RO) systems offer power plant owners and operators a reliable and well-proven water treatment solution. However, designing and caring for an RO system requires a thorough understanding of a plant’s water supply and the technology’s capabilities. Part one of this series will review the importance of water samples and pilot studies as plant engineers begin to design an RO system to match their needs.
THE HUNT FOR PURITY
Pure water does not exist in nature; all water in its natural state contains varying amounts of dissolved and suspended matter. Osmosis is the process in which a solvent, such as water, flows through a semipermeable membrane from a less-concentrated solution to one with a higher concentration. This normal osmotic flow can be reversed (reverse osmosis) by applying hydraulic pressure to the more concentrated (contaminated) solution to produce purified water.
There is no perfect semipermeable membrane. A small amount of dissolved salt is also able to diffuse through, but this results in low concentrations relative to the feedwater values. The benefits of reverse osmosis technology should be well understood in water treatment for power generation, particularly because of its potential to reduce operating and maintenance expenses. For most sources of water, RO is the least expensive way to remove the majority of a large concentration of dissolved salts.
AN ELECTRIC APPLICATION
The term total dissolved solids (TDS) refers to mostly inorganic salts present in solution. The salts exist as cations (mostly calcium, magnesium, sodium, and potassium) and anions (mostly bicarbonate, chloride, sulfate, and nitrate). These positively and negatively charged ions can pass electrical flow, thus determining the conductivity of the water as a measurement of its TDS concentration. Pure water is a poor conductor of electricity.
For plants originally built using only ion exchange, adding RO can reduce chemical regeneration requirements by a factor of 20 or more. Complete removal of regenerable systems might even be considered. With RO upstream removing the bulk of the dissolved salts, the polishing ion exchange systems might be economically replaced with service demineralizer beds that are chemically regenerated by an offsite water service company, or they might be replaced by electrodeionization (EDI). EDI units use electricity to continuously regenerate their ion exchange resins.
Some new and existing plants are now required to remove dissolved salts from wastewater streams prior to discharge. A well-performing RO system can make it possible to re-use the water within the plant. The concentrated salt stream remaining after RO treatment can then be more economically hauled to an area better able to handle it environmentally, or it could be evaporated or discarded in some other manner.
The political and regulatory advantages of becoming a zero-liquid discharge (ZLD) facility can offset part of the capital and operating costs. But the superior economics of RO operation are only achievable if the system and its upstream treatment components are correctly designed, operated, and maintained.
ANALYSIS OF A WATER SAMPLE
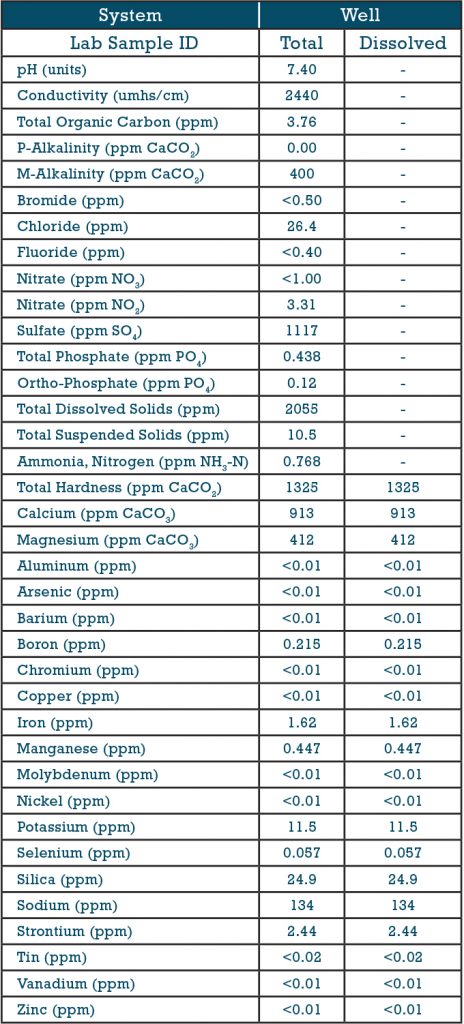
Pulling a water sample for laboratory analysis is a good start in preparing an RO design (Table 1). A comprehensive analysis provides data on the metals in the water, such as iron, manganese, and aluminum; the dissolved salts (cations and anions); the water pH (acidity); and possibly the inorganic total suspended solids (TSS). A measurement of the total organic carbon (TOC) often correlates with the potential for biological activity.
A TSS analysis reveals the concentration of filterable solids in the water. The concentration of dissolved metals in the water, such as iron, changes in the sample as they react with oxygen introduced by contact with air. This causes some of the metals to oxidize and become insoluble. The metals that remain suspended may cause the TSS value to increase significantly with many well-water sources.
Biological fouling solids are not well-represented in TSS results. The mass of these solids typically becomes negligible when the TSS filter is dried prior to weighing for results. The water could be tested for its silt density index (SDI) if the metals are first separated out of the sample. This test is highly sensitive to the ability of biological solids to coat and reduce the flow rate through its 0.45-micron test filter. Its results correlate with the fouling tendencies of a membrane system.
No analysis is perfect, and water quality can change over time. Even the characteristics of a well-water source can change if the well is relatively shallow. Sampling methods also affect results; some concentrations can change between sample pull and analysis. Metals may attach to the container’s inner surface. Ammonia and carbon dioxide (CO2) may degas or CO2 may dissolve from exposure to air. Any of these changes will cause the water pH to change. An accurate water pH is best measured on-site.
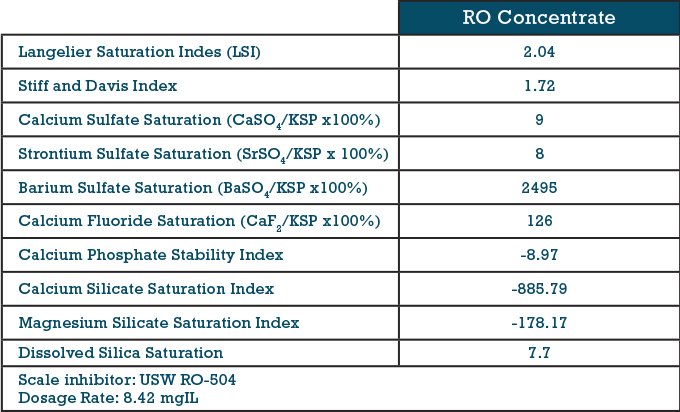
Chemical suppliers can use a water analysis to predict how much purified water (permeate) the RO might safely separate from the source before the dissolved salts become too concentrated in the remaining water and form scale within the membrane elements (Table 2). The water analysis is also used in designing the RO system, both in projecting the purified water quality and in assessing any effect of the salts on system hydraulics.
PILOT STUDY FOR AN RO SYSTEM
An RO system and its pretreatment equipment designed solely on one water analysis may not be fully optimized for the fouling characteristics of the source. It might be oversized or, of greater concern, it might not be ideal for water that has a high membrane-fouling potential. This can best be determined with a pilot study.
Sample identification: Water sample
Results: Results are listed down to the detection limit of the instrument used. Where results fall below these limits they are reported as less than and the detection limit. A dash indicates testing was not requested or was unable to be run.
A well-designed pilot study uses components that have been scaled down but still offer the same type of media, and use similar flow velocities and exposure times. The pilot RO (see figure 1) should duplicate the permeate recovery, the permeate flux rate (that is, the permeate flow per unit of membrane area), and concentrate stream vessel exit velocities, along with the scale inhibitor dosage and shutdown flush methods.
When the pretreatment methods are piloted along with the RO, the system operation can be adjusted to minimize the rate of RO membrane fouling, such as by modifying the permeate flux rate, or the rate at which water passes across the membrane surface and through the membrane elements. With the right equipment choices and sizing, it might be possible to eliminate membrane fouling, which could then dramatically reduce operating costs and maximize membrane life.
The choice of membrane might also be evaluated. With larger systems, demonstrating that a low-fouling membrane element performs better than a standard element helps justify the higher cost. Low-energy elements might be evaluated for their potential to reduce pump sizing and associated power consumption.
The pilot study also offers an opportunity to learn more, specifically about what could foul the RO system. A membrane element from the pilot study might be pulled and autopsied, and analysis of the solids makes it possible to choose cleaning solutions best-suited for removing the fouling materials. The effectiveness of the solutions and cleaning methodology could then be verified with the pilot unit. The longer the pilot system is operated, the more information is gained; a minimum of several months is recommended.

A LOOK AHEAD
The next section of this article will discuss the issues related to the water treatment equipment that reats the water before it gets to the RO system. In the final installment of this series, we will take a closer look at membrane fouling and filtration. Fouling doesn’t necessarily reduce RO membrane life if the RO is effectively cleaned. If the RO is allowed to foul too severely and cleaning is not effective, then the membrane will likely continue to lose performance. Furthermore, membrane filtration is becoming more common in various applications, including pre-treatment for RO systems.
FOR MORE INFORMATION
Siemens Digital Industries Software, a business unit of Siemens Digital Industries, is a leading global provider of software solutions to drive the digital transformation of industry, creating new opportunities for manufacturers to realize innovation. With headquarters in Plano, Texas, and over 140,000 customers worldwide, we work with companies of all sizes to transform the way ideas come to life, the way products are realized, and the way products and assets in operation are used and understood. For more information, visit www.sw.siemens.com.
U.S. Water, a subsidiary of ALLETE, Inc., provides options for environmentally friendly, safe, and cost-effective water management. As experts in water, they use their in depth industry knowledge and experience to enhance system reliability, efficiency, and profitability. For more information, visit www.uswaterservices.com.
MODERN PUMPING TODAY, May 2019
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
