


In this final part of the four-part series, we will examine face-seal options for bearing protection and provide an example cost justification tabulated for advanced bearing housing protector seals. The reliability advantages and easy cost justification for bearing housing protector seals are widely known, and in the installment, we will provide examples taken from Best-In-Class plants that will benefit process pump users across a range of applications.
FACE-TYPE BEARING PROTECTOR SEALS AND APPLICATION CRITERIA
There are a number of face-seal options for bearing protection. Face-type (or face-contacting) seals use springs or, in figure 9, magnets to apply the needed closing force. Although they cost more than rotating labyrinth seals, face-contacting seals are often used in gearbox units. As to their capabilities, a manufacturer of magnetic seals explains aerospace applications and case histories at 300 degrees Fahrenheit (149 degrees Celsius) / 5 psi / 21,000 rpm; 392 degrees Fahrenheit (200 degrees Celsius) / 14.5 psia / 14,407 rpm; at temperatures ranging from 65 to 350 degrees Fahrenheit (18 to 177 degrees Celsius) / 20 psi / 28,018 rpm, and many more. When a hydrodynamic oil film is maintained between the faces, the coefficient of friction can be less than 0.05. The coefficient is normally higher during early periods of operation when the film and interface are being developed. Once developed, the film helps control wear, reduces frictional heat, and stops bounce, or chatter.
Dual-face magnetic seals (figure 9) were first introduced to process plants in the early 2000s. They have an excellent performance record and hundreds of reliability-focused users have contributed to an impressive reference list. Dual-face magnetic seals are typically designed for shaft peripheral velocities approaching 20 m/s, which is within the operating speed of an estimated 99 percent of all centrifugal process pumps. Large gear speed reducers and vertical shaft fan drive shafts often use dual-face magnetic seals.
For maximum life, especially at high speeds, face loads are usually kept low; about 15 psi is typical. Proper cooling and / or lubrication must be provided to remove frictional heat. Lubrication, of course, is present in the overwhelming majority of oil-lubricated bearings in centrifugal pumps, gear speed reducers, and other machines operating in process plants. In the very few instances where bearing lubrication would not reach the adjacent magnetic bearing housing protector seal, it might be wise to question the adequacy of bearing lubrication as well.
DUAL MAGNETIC SEAL EXPERIENCE
Dual magnetic seal experience is well documented. Serious designers and manufacturers have, since 1971, successfully adapted mechanical seal face technology to bearing protector seals. Manufacturers observing proper face materials and flatness criteria have prospered. Their products have been of service to reliability-focused users. Conversely, manufacturers who years ago tried to cut corners by using lowest cost materials ran into difficulties maintaining seal face flatness. Today, as never before, it is important to seek out and buy products from knowledgeable vendors.
Knowledgeable vendors are found after separating sales talk from facts. We must ask how subassemblies or components really work. We must look at the dimensions and the design criteria. Above all, we should use common sense. The old adage that more parts mean more failures is flatly contradicted by the modern automobile. An engine built in 2014 probably has more parts than an entire automobile built in 1930. Also, a modern aircraft navigational system requires more skill to maintain than many an old compass. Which system would we choose for a modern aircraft? Common sense clearly furnishes the answer: We choose the complex system and employ an experienced maintenance technician.
Modern industry can achieve optimum reliability performance by manufacturing well-designed components for users willing to capitalize on these designs. In reviewing bearing protector seals, potential users must place science-based facts above marketing claims. A business-as-usual approach whereby vendors handing out trinkets are given preference over vendors who dispense technology is at odds with reliability performance and best-practices goals.
Face-type seals can also be used in electric motors as long as they are applied within their respective design envelopes. The dual-face magnetic seal of figure 9 complies with ATEX, the European testing authority for components operating in explosive atmospheres. The European Health & Safety Executive also tested and certified the safe sparking and hazard-related performance of these dual-face magnetic seals.
COST JUSTIFICATION CAN BE QUITE SIMPLE
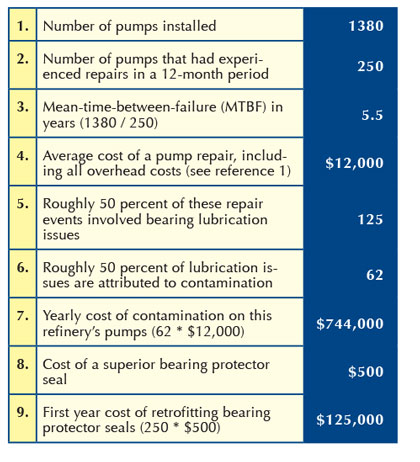
Some users are in a position to interrogate their own plant’s failure records to determine lube related failures. While reluctant to publish their experience, consulting engineers often receive informal feedback from such facilities. This then allowed us to derive a rather direct cost justification sheet for a refinery with 1380 installed process pumps. We start with a logical sequence:
Because Best-In-Class refineries report an 11-year MTBF, we can assume that in the following year 62 pumps no longer fail every 5.5 years, but fail every 11 years. On each of those 62 pumps, the yearly cost of repairs is no longer $2182 ($12,000/5.5), but $1091 ($12,000/11). The yearly avoided repair cost per pump is $1091; for 62 pumps we avoid a total of $67,642.
During the next year, the upgraded 250 pumps will have an MTBF of 11 years (achievable per references 1 and 8); the remaining 1130 will have an MTBF of 5.5 years. Therefore, 205 (1130/5.5) of the larger group and 23 (250/11) of the smaller group need repairs. The total needing repair in year 2 is 228 (205+23). Compared to year 1, there will be 22 (250-228) avoided repairs in year 2. At $12,000 per incident, we will have saved $264,000 (22 * $12,000), but will spend $114,000 ($228 * 500) for retrofitting bearing protector seals to the 228 pumps undergoing repair in year 2.
We would go through identical iterations for the few next years and could readily calculate the value of failure avoidance through such systematic retrofits.
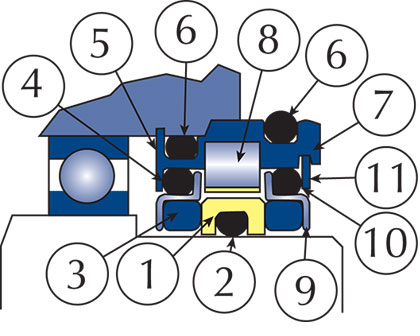
Figure 9: Dual-face magnetic seal and O-rings (2, 4, 6, 10), snap ring (11), rotating face (1), stationary faces (3), stationary face holder (9), stationary magnets (8), magnet carrier (7), and outer body (5) (source: AESSEAL, Inc., Rotherham, UK, and Rockford, TN).
CONSIDER THIS SUMMARY
Both reliability advantages and easy cost justification for bearing housing protector seals are widely known. Numerous articles and at least twelve books deal with the subject. However, marketing-driven and often misleading claims abound in a world where one rarely gets to hear the full story.
Still, reliability-focused best-of-class companies make it their goal to investigate the merits of tradition and the value of advancement. They draw a number of conclusions:
- Credit belongs to manufacturers for entrepreneurship and for designs that have rightly replaced lip seals in many process plant machinery applications.
- Many old-style bearing housing seals have serious limitations. These limitations are rooted in the laws of physics and the concepts of lubrication and wear.
- Reliability-focused users examine both test data and the construction features of cost-competitive products, both old and new. To be relevant, cost must be calculated on the basis of full life cycles. The reliability-focused buyers will then draw their own, fact-based conclusions.
- Superior designs will (usually) require better installation tools than heavy hammers; also, no process plant tolerating hammer blows on bearings and seals will be profitable in the long run.
- In the hands of value-conscious engineers and technicians, advanced rotating labyrinth seals and dual-face magnetic seals have saved process plants hundreds of thousands of dollars.
Observing the work processes and procedures at process plants is as important as examining their stipulated goals and aspirations. We noted a strange paradox: Everyone talks “reliability” but many only pay lip service to the term. To be exact–many managers are driven by short-term goals only. Similarly, some wage personnel have voiced concern that their jobs may be phased out when there are fewer equipment failures, so why cooperate? And while allowing modern components in one’s plant may run counter to some instincts, it doesn’t run counter to logic and experience.
Finally, there is ample evidence that business-as-usual attitudes and procurement decisions based on advertising claims alone will not yield best-in-class performance (see reference 8). True reliability professionals investigate first the facts. They periodically update their knowledge base and when they have the facts, they freely share them with anyone who is teachable. There are even times when engineers and technicians “see the light” before a manager does. When that is the case, consider making your points based on evidence. It is the key to a facility’s long-term productivity and competitiveness.
REFERENCES
- Bloch, H. P. and A.R. Budris, Pump User’s Handbook: Life Extension, 4th Edition, Fairmont Press, Inc.: Lilburn, GA (2013). ISBN 0-88173-720-8.
- Adams, V., R., Barry Erickson, Bill Needelman, and Michael D. Smith, “Proceedings of the 13th International Pump User’s Symposium,” Texas A&M University, Houston, TX (1996): 71-79.
- Eschmann,P aul, Ludwig Hasbargen, and Karl Weigand, “Ball and Roller Bearings,” John Wiley & Sons, New York, NY (1985): 183, ISBN 0-471-26283-8.
- Bloch, H. P.; “Twelve Equipment Reliability Enhancements with 10:1 Payback,” NPRA Paper RMC-05-82, Presented at NPRA Reliability and Maintenance Conference, New Orleans, May 2005.
- SKF Catalog 140-170, August 1988: 40 (Figure 17).
- “API-610, Standard for Refinery-Type Centrifugal Pumps,” 8th and later Editions, The American Petroleum Institute, Washington, DC.
- Derrick, R, W. Martiny, and W. McDonald, “Pulp-Coated Motors: The Effect on Motor Life,” Engineering Conference Book, TAPPI, Technology Park: Atlanta, GA (1986).
- Bloch, H. P., Pump Wisdom: Problem Solving for Operators and Specialists, John Wiley & Sons: Hoboken, NJ (2011). ISBN 978-1-118-04123-9.
About The Author
Heinz P. Bloch, P.E., is one of the world’s most recognized experts in machine reliability and has served as a founding member of the board of the Texas A&M University’s International Pump Users’ Symposium. He is a Life Fellow of the ASME, in addition to having maintained his registration as a Professional Engineer in both New Jersey and Texas for several straight decades. As a consultant, Mr. Bloch is world-renowned and value-adding. He can be contacted at heinzpbloch@gmail.com.
MODERN PUMPING TODAY, December 2014
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
