


Whether pumping slurries and by-products, oil and gas, or water and wastewater, the components that make up an industrial fluid handling system suffer a great deal of wear and exposure. Sometimes this comes from the material being moved within the system itself, or contact with external elements—be it a dirty facility or harsh weather conditions—can corrode or contaminate parts of pumps, motors, pipes, or valves.
Oxifree coatings were developed to provide a simple yet effective solution to combat the epidemic of corrosion and contamination faced by multiple industries and infrastructures. The solution is proven to significantly reduce maintenance costs and prolong the life of metal structures even when they have already corroded badly.
HOW IT WORKS
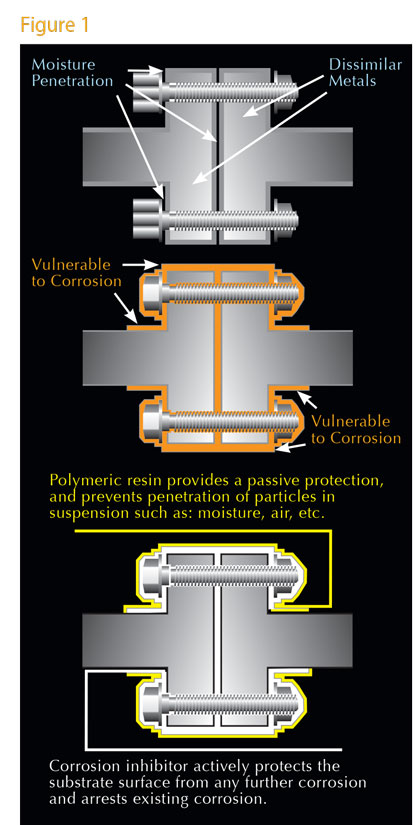
Oxifree coatings are polymeric resin based, providing protection for any metallic surface. It is removable (as it does not adhere to the substrate) and reusable. Also, its formula contains corrosion inhibitors that offer equipment maximum protection against contamination and corrosion.
As shown in figure 1, the polymeric resin surrounds the metal component providing a passive protection while allowing the oil based corrosion inhibitors to actively protect the substrate and arrest any existing or new corrosion by starving the process of oxygen and preventing moisture ingress.
EASY, FLEXIBLE USE
Oxifree coatings require minimal surface preparation and can also be applied to mounted equipment. Even movable internal parts such as bearings can be protected through the coating of the housing structures. Most facility managers are familiar with other industrial products that require hours of surface preparation, multiple coats, specific environmental conditions, and—in most industries—more than one solution is needed to protect different metal parts.
However, Oxifree coatings are proven to outperform traditional methods of protection and are increasingly being recognised by leading industrial companies as the solution to protect complex metal structures from corrosion. Also, Oxifree entire manufacturing operation is based in the United States where they are able to guarantee a high level of machine reliability and dependable production supply.
STANDALONE APPLICATION
In terms of applying the coating, Oxifree Global has developed a range of standalone application machines to cover the full range of scenarios from, for example, a chemical manufacturing site to an offshore oil platform.
- Polymelt 12 has a capacity of 12 pounds (5.5 kilograms) and is a lightweight unit that offers ease of transportation for smaller applications.
- Polymelt 50 has a capacity of 50 pounds (22 kilograms) and is designed for greater levels of sustained working application.
- Polymelt 50 ATEX has a capacity of 50 pounds (22 kilograms) and is designed for greater levels of sustained working application. Also, Polymelt 50 ATEX can be used in extremely hazardous environments (ATEX 2-22 environments) complete with certified enclosure.
None of the units require flushing or extensive cleaning when finished, as the residual material is simply reheated for use.
PROTECTION AND PREVENTION
Oxifree coatings are proven to provide a highly effective shield against the effects of corrosion over the long term and offer a cost efficient solution in comparison to traditional coating methods.
Oxifree coatings are
- Cost effective: They are quick to apply, requiring minimal to no surface preparation, and are proven to provide long term protection in the harshest of environments.
- Environmentally safe: The coatings are organic, non-harmful, and 100 percent recyclable.
- Easy to remove: Oxifree coatings do not adhere to the metal substrate and can, therefore, be removed in part or in whole. This allows for easy access to the component for inspection or replacement.
Third party verification, mechanical trials, and increasing field exposure prove the effectiveness of Oxifree coatings. In an ASTM B117 salt spray test, Oxifree coated equipment completed 11,688 hours with no failure and to four times the industry standard. The coating has also passed weathering/ UV tests, tests to prove that no volatile organic compounds (VOCs), ASTM G85-94 prohesion test (up to 1000 hours), and has successfully passed both a ASTM E662 smoke generation test and Boeing BSS7239 smoke toxicity test.
THE COST OF CORROSION
The public hears about bridges and piers that collapse due to corrosion and environmental damage caused by pipeline failures, but neither news media or government agencies find such events sufficiently newsworthy to alert the public. Yet, in many countries, the cost of water and wastewater system failures is far greater than any other single sector of the economy.
Furthermore, out of the public eye, as corrosion and contamination take hold of components within industrial facilities, it shortens the lifespan of pumps and motors. The replacement and maintenance costs of the equipment move down to the products and services consumers see every day—from food in their grocery store to the electricity in their homes to the gasoline in their cars. Combatting corrosion should be a fight everyone is involved in. The good news is that this is a fight we can win. ■
_________________________________________________________________________
ABOUT THE AUTHOR
Ed Hall is the general manager and director of operations for Oxifree Global LLC, an International Corporation, located just North of Houston, Texas with a global footprint extending across 7 continents. For further information—including product demonstrations, samples, flyers, and material data sheets—email office@oxifree.com or visit www.oxifree.com.
_________________________________________________________________________
MODERN PUMPING TODAY, March 2013
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
![]()