


Read part 1 here.
In the first part of this series, we explored some of the factors creating the rising demand for high-efficiency grit removal systems and its associated need to protect plant infrastructure.
As the market began to recognize the importance of ultra-fine grit removal while grappling with the capacity limitations of stacked tray systems, engineers at Smith & Loveless took on the challenge of developing a scalable system that could provide consistent and efficient removal of ultra-fine grit across all flow rates, without any performance degradation at low, average, or peak flows. This quest led to the development of the Pista® Invorsor®.
INTEGRATING FORCED VORTEX TECHNOLOGY WITH INCLINED PLATES
The Pista® Invorsor® is a solution that merges multiple mature, proven technologies with designer benefits, representing a new generation of the long-established Pista® Grit Removal system. This advanced system effectively achieves 95 percent grit removal at 75 microns across all flow conditions, from low to peak flows, accommodating flow up to 50 million gallons per day per chamber.
Hydraulic Forced Vortex
This system builds on the features of the PISTA® Grit Removal System, which has demonstrated exceptional efficiency in capturing 95 percent of particles down to 105 microns, across thousands of installations. Forced hydraulic systems aren’t settling devices like most other grit systems; instead, the chamber geometry with patented baffles regulates and optimizes flow velocities to generate a true forced hydraulic vortex path that effectively removes grit. To accomplish this hydraulic action, the systems combine a specifically inclined inlet flume, a circular chamber with a unique flat-floor upper chamber, and a lower collection hopper for intermittent pumping.
Integrated Inclined Parallel Plates
The Invorsor® features an additional stage to remove ultra-fine particles by augmenting the hydraulic forced vortex with an integrated inclined parallel plates. Flow transitions from the hydraulic vortex to an upper hopper, optimized through computational fluid dynamics to effectively remove particles as small as 75 microns. Inclined plates in the upper chamber disrupt the vortex, facilitating a sedimentation process under quiescent conditions.
By augmenting the hydraulic forced vortex with the upper chamber of the inclined parallel plates, the Invorsor® design can achieve a single system capacity up to 50 million gallons per day while maintaining a grit removal efficiency of 95 percent at 75 microns. (Nine individual models range in capacity from 0.5 up to 50 million gallons per day through a single unit.) In contrast, achieving the same performance with a stacked tray system would necessitate four separate systems, each equipped with its own pumps, gates, as well as grit washing and dewatering systems. This is not just additional capitals cost but also increased maintenance costs.
A key design benefit of the Invorsor® concerns the variable inlet and outlet arrangements available in the design phase, which distinguishes it further from other kinds of vortex grit chambers. The full variability of the inlet and outlet channels enables designers to configure the system to accommodate existing sites and optimize space utilization on new sites.
FLOW AND LEVEL CONTROL
Scaling up to accommodate higher flow capacity is one key reason why the Invorsor® can effectively replace multiple stacked tray systems. Another crucial factor is its level control, which enables the automatic maintenance of optimal velocity to consistent high-efficiency grit removal across a range of conditions, from minimal flow to peak flow.
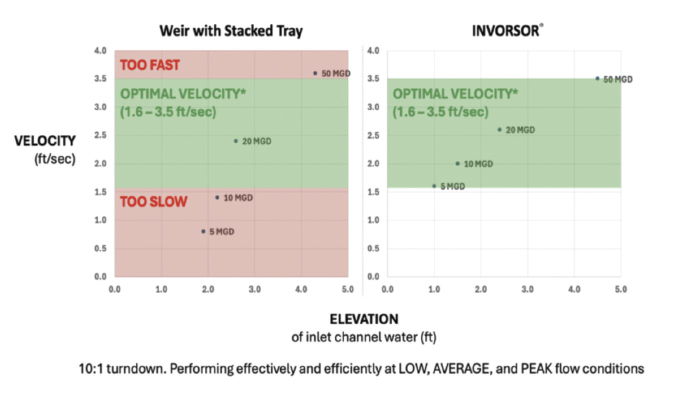
Maintaining the optimal velocity is essential for effective grit removal, with an acceptable range of 1.6 to 3.5 feet per second. If the flow rate falls below this threshold, grit will settle excessively, leading to accumulation in the approaching channel (i.e. grit trapped prior to the grit chamber).
No additional downstream control devices are required to keep the velocity in the preferred range during both peak flow and minimum flow, as the system possesses up to 10:1 turndown.
An alternative solution using four stacked-tray systems, incorporating a submerged weir, sized for a total of 50 million gallons per day struggles to stay within the acceptable velocity range. To address this issue, a complex staging arrangement is required, where a single unit would operate under low flow conditions and additional units would be activated during peak flow events. The Invorsor® radically simplifies the process, maintaining proper velocity by automatically adjusting to fluctuations in flow, accommodating variations from 5 up to 50 million gallons per day and back down to 5 million gallons per day.

COMPLETE SOLUTION
The Invorsor® is a comprehensive solution designed for effective ultra-fine grit removal. This integrated system combines decades of expertise in market-leading grit removal technology and has been extensively validated in the field.
First, the hydraulic forced vortex with flat floor design effectively removes large, medium, and fine grit while requiring minimal maintenance and energy.
Second, it features integrated inclined plates optimized through computational fluid dynamics analysis and extensive validation in the field for effective ultra-fine grit removal in systems up to 50 million gallons per day.
Lastly, the Invorsor® works seamlessly with Smith & Loveless grit washing and dewatering systems to ensure true ultra-fine grit removal efficiency throughout the entire process. Grit washing and dewatering are key in maintaining the true grit removal efficiency achieved by the Invorsor®. High removal efficiency grit chambers are not ultimately effective if the secondary dewatering equipment is unable to maintain similar capture and removal performance. Thus, the complementary grit concentrator / hydrocyclone and grit screw conveyor / classifier technologies by S&L include unique components for processing and removing finer and drier grit.
For example, inside the optimally-sized conveyor/classifier an energy dissipation zone slows down the grit slurry coming off the concentrator / hydrocyclone and into an inclined parallel plate zone that entraps the finer particles for disposal versus having to recycle the finer particles back to the headworks. A double-sided weir in the screw hopper allows for enhanced grit settling velocities by reducing the surface overflow rate.
BENEFITS TO BUILD UPON
A significant reduction in water and putrescible organic content can significantly reduce disposal cost, odor control concerns, and allow the downstream treatment plant equipment to operate more efficiently, which is the overall purpose of an advanced grit removal system like Invorsor®.
As a pioneer of pumping systems for seventy-five years, Smith & Loveless has spearheaded the innovation for above ground pump systems, with continuing advancements in the design and production of these stations. Designed with a focus on robustness and a keen awareness of the most pressing industry challenges, above ground lift stations protect both operators and employers, and offer lifespans that are significantly longer than submersible pumps. It is, therefore, no surprise that operators facing workforce challenges, flushables, and economic pressures are increasingly turning to above ground pump stations over conventional submersible pumps to meet current and future demands. For more information, visit www.smithandloveless.com.