

When faced with extreme conditions and practical challenges, World Chemical’s new Model YD-GWN Series pump can stand up to the test, introducing a whole new world of pumping capabilities for companies to explore. The capabilities of these new pumps were spotlighted in two different industries, a large water treatment district in Kentucky and one major aviation company based out of the Washington area. These two instances reveal the limitations that previous pumps had fallen victim to and exemplify the advancements created by World Chemical.
CASE 1: FERRIC CHLORIDE PUMPING
Ferric chloride pumping is one of the more common applications that these pumps handle with ease and efficiency. Compared to other pumps, malfunctions in World Chemical’s occur at a much lower rate. The problems in ferric chloride pumping arise due to the process that ferric chloride turning liquids into hardened particles when it becomes dry, leaving the pump unable to preform.
This became a common dilemma for a large water treatment district in the Kentucky area. The company reported that dried particles, along with any slurry or sludge, would clog the motor and prove magnetic drive pumps useless until maintenance or replacement. This basic limitation denies usages for pumping in many different applications. World Chemical’s engineering team responded to the competitions malfunctions with a design to incorporate a platform at the base of the pump causing an elevation for the pumping location to be above the dried particles and slurry remnants allowing the pump to continue churning rather than becoming clogged and dysfunctional.
This design improvement changed the entire realm of possibilities for pumping substances that had byproducts of hardened mass and opened the door for many other forms of pumping. With regular maintenance and cleaning of the pumps’ slurry storage area, the limitations previously set by the particles and leftover sludge could now be left in the past. These basic alterations allow magnetic drive pumps to be used in both ferric chloride and hyperchlorite applications.
GROWING CONCERNS
The previous pumps’ issues were not limited to particle management, but became common when air would get into the pumps housing causing a disruption of mechanical functions. For the pump to operate properly it must be consistently submerged under at least 16 inches (406.4 millimeters) of liquid to maintain the vacuum to create pressure for pumping. This malfunction is known as air lock and is quite common.
World Chemical’s Model YD-GWN Series solved this issue by recommending a couple differing features to their pump operations. First, they recommend the use of a float switch that works by consistently allowing the pump to operate at proper submersion levels and by shutting down when an inadequate level is detected. Second, the use of a basic air release function located below the check valve allowed for easy dissemination of trapped air that before would build up and lock the system up. This is the only non-metallic mag-drive submersible pump available on the market and is by far the most durable under high temperatures reaching in excess of 160 degrees Fahrenheit (71.11 degrees Celsius) while withstanding damaging environments of acids and alkalis. This was a crucial feature to the new series of pump when an aviation company was in dire need of a solution to a continuing issue.
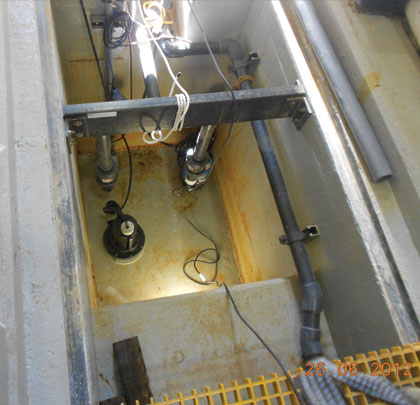
Before installation of the platform.
CASE 2: EXTENDING TRUE LIFE-CYCLE
This major advancement in pumping is further illustrated by one large aerospace manufacturer in the Pacific Northwest, who utilized the new pumps’ abilities and saw first hand how it preformed under pressure. The first signs of concern came about when the company realized the duration of previously utilized pumps was being measured in relatively miniscule life spans. Prior to using the World Chemical pump, the company measured the life of replacement pumps in this hot salty water application in terms of days, weeks, and months. The lost production time and labor costs to remove and replace “throw-away pumps” far exceeded the cost to purchase and install a high quality World Chemical pump. The process exposed the previous pumps’ major design flaws when the company noticed one of their site’s water treatment processes pumps weren’t holding up.
This manufacturer’s application requires pumping hot salty water from a heat treat operation to a holding tank for onsite water treatment. A reservoir was being used to store discarded hot salt water that was byproduct during manufacturing. This water proved to be not only extremely hot but also very corrosive. The process required a submersible pump to withstand sitting in the blistering hot water.
TRYING OTHER OPTIONS
Along with the destructive properties of the salt water, no pump could hold up in these conditions. Seal-less centrifugal vertical pumps were tried and failed due to material incompatibility. After the pumps failed, then the water level flooded over the pump motors and completely destroyed the pump.
Plastic submersible pumps were tried. The pumps were not constructed to give long service in a serious application. Between the hot water and material incompatibility, the pumps failed quickly. Even though the pumps themselves cost less than $200, the interruption to production time plus the labor costs to remove and replace the inexpensive pumps made this option extremely unattractive. Labor costs almost everywhere are over $100 per man-hour. And lost production time far exceeds that.

After installation of the platform.
A NEW OPTION
This aerospace manufacturer decided to install the World Chemical Model YD-GWN Series pump, which is the only pump this customer could find that could handle salty, 150 degree Fahrenheit (65.56 degree Celsius) water. This is a 460 Volt, 1.5 horsepower unit. At the time of installation this was the only option available. Now World Chemical offers a smaller, much less expensive pump that is essentially identical to the YD-GWN, but it has a 115 Volt motor, which makes installation easier, faster, and far less expensive.
In general, the construction of the typical submersible pump does not allow the pumping of hot water for any length of time. The reason for this is the water being pumped provides cooling to the encased electric motor. As reported by the major aviation company, World Chemical’s breakthrough design is the only pump available that can withstand water as hot as 167 degrees Fahrenheit (75 degrees Celsius) with no damage to its structural integrity.
The YD-GWN pump was installed over six years ago and has provided outstanding service. This pump is in service for years before it needs attention. The pump can typically be repaired rather than replaced which this customer prefers. Servicing the pump saves on inventory costs because they do not need to keep an entire pump on the shelf. Only wear parts need to be stocked on site. Repairing the pump also fits into the company’s “Green Program” to avoid unnecessary waste sent to landfills. The pump’s carbon fiber reinforced polypropylene (CFR Polypro) construction has no problem with corrosive salt water. The CFR Polypro can operate safely in a wide range of Acid-to-Alkaline environments that it was tested under providing yet another company with years of outstanding performance.
NEW PUMP, NEW POSSIBILITIES
These possibilities for increased applicability of pumping applications have altered pumping scenarios in many ways. This new series of pumps have changed how companies can go about pumping and have proven themselves with a record of results. From corrosive conditions to submerged states, this series of pump has met the challenges of extreme scenarios providing highly functional products under extreme conditions. The innovations and continued development of World Chemical’s products set out to tackle a major concern in common pumping scenarios and came out on top. The ability for the YD-GWN series pump to handle remarkably where no other pump could before leaves the possibilities for pumping in extreme conditions to be opened up for years to come. ■
_________________________________________________________________________
ABOUT THE AUTHOR
Kaori Mori is the sales manager for World Chemical USA, Inc., a leading manufacturer of self-priming filter pumps, chemical pumps, and oil collecting systems. For more information, visit www.worldchemicalusa.com.
_________________________________________________________________________
MODERN PUMPING TODAY, October 2013
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Pumping Today Magazine!
![]()
A Whole New World
