


BALDOR ELECTRIC COMPANY
FLUID PERFORMANCE
Motor-driven pump systems represent 30 percent of all motors used in North America. Baldor Electric Company recognizes the need for robust, energy efficient motors for this application and offers a wide range of motors for practically any pump application:
- 56J
- Close-coupled
- Explosion-proof
- Vertical P-base with solid shaft
- Submersible and immersible designs
. . . plus, an unlimited number of custom designs.
With medium voltage motor horsepower ratings to 15,000 and stock motor voltages in 115/230 and 230 for single phase and 200, 230/460, 460, 575 and 2300/4000 volt for three phase designs, there’s a Baldor•Reliance® pump motor for your next pump system design or retrofit replacement need. For special applications and strict industry specification requirements, IEEE 841-2009, API 610, API 541 and API 547 compliant designs are available. ABB brand IEC metric motors are offered in standard or ATEX configurations for export or replacement on imported equipment through 100,000 horsepower. OEM pump manufacturers and pump assemblers will find a wide range of Baldor•Reliance stock and custom motor configurations to meet your specific application requirements.
For OEMs that manufacture their own submersible pumps, Baldor can supply stator-rotor sets in many different frame sizes and ratings for low and medium voltage use. All Baldor•Reliance motors are made in America and distributed through thirty-two stocking warehouses in North America, giving you the fastest stock motor delivery in the industry.

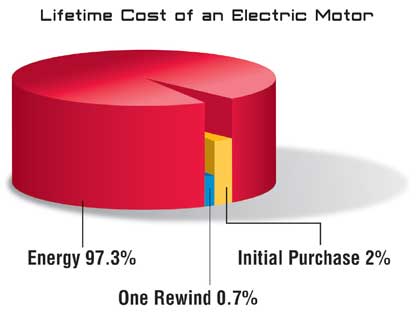
DRIVE DOWN YOUR ENERGY USE
In a motor-pump system, the life cycle cost of the motor is about 2 percent of the total expense with electricity consumption comprising over 97 percent of the motors total cost. By upgrading to a Super-E® NEMA Premium® efficiency motor, substantial energy can be saved… immediately. Since most pump systems are oversized for worst case conditions and are operated well below that point, adding an adjustable speed drive to operate the motor at a lower speed (instead of using a valve) can, in most cases, save over 60 percent of the energy used.
These applications can pay for the cost and installation of the drive in less than a year with rebates available from most utilities, while reducing energy consumption for many years afterwards. Both the U.S. Department of Energy and Natural Resources Canada accept Baldor’s Super-E motors as an energy-saving upgrade. ■
___________________________________________________________________________________________
ELECTRO STATIC TECHNOLOGY
AEGIS® BEARING PROTECTION RINGS MAKE VFD-DRIVEN MOTORS AND SYSTEMS SUSTAINABLE
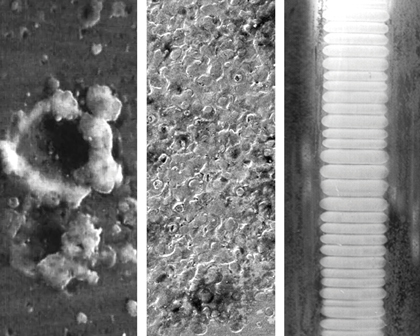
Electrical bearing damage: (left to right) pitting, frosting, and fluting
THE PROBLEM
Variable frequency drives (VFDs or inverters) control the speed or torque of motors and can save 30 percent or more in energy costs. It’s no wonder they are being used increasingly in industrial processing and pumping applications.
But VFDs are not without their drawbacks. They induce harmful voltages on the shafts of the motors they control—voltages that discharge through bearings, destroying them and dramatically shortening motor life. Without bearing protection, any savings from VFDs can be short-lived—easily wiped out by the cost of repairing motor bearings or replacing the motors themselves.

AEGIS® Bearing Protection Rings and uKITs
THE SOLUTION
By channeling destructive shaft voltages around bearings and safely to ground, AEGIS® Shaft Grounding Rings protect motor bearings from electrical damage such as pitting (tiny fusion craters blasted in metal bearing and race surfaces), frosting (widespread pitting), and fluting (washboard-like ridges that form on the outer bearing race, causing noise and vibration).
Unlike conventional grounding brushes, AEGIS® Rings are designed to completely encircle the motor shaft with specially-engineered conductive microfibers. Secured in place by the ring’s FiberLock™ channel, the microfibers flex without breaking and provide effective grounding even in the presence of oil, grease, dirt, or other contaminants. And AEGIS® Rings last for the life of the motor.
By protecting VFD-driven motors from electrical bearing damage, AEGIS® Rings make both them and the savings they generate sustainable and ensure the reliability of motor-driven systems.
AEGIS® Bearing Protection Best Practices Handbook
AEGIS® RINGS FOR EVERY APPLICATION
AEGIS® Bearing Protection Rings for low-voltage motors are available in solid rings for installation on new or uncoupled motors or split-rings for fast, easy field installation on coupled or in-service motors.
AEGIS® uKITs (Universal Mounting Kits) simplify the mounting of AEGIS® Rings on motors with shaft shoulders, slingers, or other end bell protrusions. They are also available in solid versions for new or uncoupled motors and split-ring versions for coupled or in-service motors.
The AEGIS® iPRO is designed for larger motors including: low-voltage motors greater than 500 horsepower; medium-voltage motors; or DC motors greater than 300 horsepower. A beefier version of the AEGIS® Ring, the iPRO has six rows of conductive microfibers and greater current-carrying capacity for these larger motors.
BEST PRACTICES FOR BEARING PROTECTION
The 44-page AEGIS® Bearing Protection Handbook details how to diagnose and prevent VFD-induced electrical bearing damage by installing AEGIS® Rings—externally or internally on in-service or repaired motors—or by specifying new motors with AEGIS® Rings factory-installed. It describes the types and causes of electrical bearing damage as well as best practices to prevent it in low- and medium-voltage motors. The handbook normally sells for $19.95, but for a limited time, it can be downloaded FREE at www.est-aegis.com/handbook. ■
___________________________________________________________________________________________
INTERNATIONAL PRODUCTS CORPORATION
THE BEST NEW TOOL FOR YOUR TOOLBOX! RUBBER SLIDE™ – MAKES RUBBER SLIDE LIKE BUTTER!

International Products Corporation announces the launch of Rubber Slide™, a new product designed specifically for the aftermarket. Rubber Slide™ makes rubber slide like butter and is perfect for inclusion in Automotive, Truck, Appliance, Pump, Electrical or HVAC repair kits. Rubber Slide™ is a must have for every toolbox.
Have you ever pushed or pulled a rubber part with all your strength, yet failed to put it in place? Have you ever exerted such force on a rubber part that it pinched, rolled or tore while you tried to install or remove it? Have you ever scraped or bruised your hands while trying to force a rubber part into place? Now there is Rubber Slide™ to help you work with rubber parts with ease and precision.
Rubber, natural and synthetic, is a core material used in many manufacturing industries. Its inherent qualities make it the number one choice for grommets, o-rings, hoses, tires, seals, plugs, protective boots, belts, and bushings, just to name a few. Unfortunately, rubber’s non-slip surface can create a challenge during repairs. The manipulation of tight-fitting components, whether removing or reinstalling, can slow repair work, affecting quality and safety. The use of excessive force may result in damage to the part, the surrounding area or an improper fit.

The traditional solution is to lubricate parts to make the repair job easier. However, some lubricants leave a messy residue that does not go away. It is for this reason that Rubber Slide™ was developed. From the makers of P-80® Rubber Lubricants, Rubber Slide™ is a temporary rubber lubricant that allows rubber parts to slide easily into place and stay there. Rubber Slide™ provides a high degree of lubricity when wet, but because it does not contain any silicon or other persistent ingredients, once dry the slipping action goes away securing a tight fit. No lubricity or greasiness is left behind, leaving the functionality and appearance of the part unaffected. Rubber Slide™ is also useful as a rubber cutting agent. Rubber Slide™ is a must have for every toolbox! Using Rubber Slide™ can speed productivity, reduce waste, and help to ensure high-quality repairs are completed on a timely basis.
Unlike many other lubricants, Rubber Slide™ is silicon, petroleum, and alcohol free. It will not dry out rubber or otherwise impair its performance. Rubber Slide™ is also non-toxic, biodegradable, easy to dispose of and ready to use. Rubber Slide™ is 100 percent made in the USA.
Rubber Slide™ was specifically designed for the aftermarket and is perfect for inclusion in Automotive, Truck, Appliance, Pump, Electrical or HVAC repair kits!
For additional product or order information email orders@rubberslide.com or visit our website at www.rubberslide.com. ■
___________________________________________________________________________________________
KSB USA

KSB, Inc.
Richmond, Virginia
KSB, Inc., a subsidiary of KSB AG, brings to the USA 140 plus years of global experience and competence in centrifugal pump technology with cutting edge designs for optimum reliability and maximized performance.
KSB, Inc. is a supplier of pumping equipment for the power, industrial, desalination, water and municipal, and industrial wastewater industries.
Our fully equipped Richmond, Virginia, headquarters is backed by an established network of sales and service locations to meet our customer’s needs. In addition to an inventory of assembled pumps and parts, we maintain manufacturing, testing, and repair facilities in our Richmond facility.
KSB AMRI, Inc.
Houston, Texas
KSB AMRI, Inc. established in 1979, a KSB Company, offers butterfly valves and actuators for industrial applications from simple water lines to highly corrosive services.
Located in Houston, Texas, KSB AMRI, Inc. is a vertically integrated manufacturing facility for the ACRIS fully PFA Teflon® lined butterfly valve. In addition, KSB AMRI, Inc. also provides custom automation of actuators and accessories from its large inventories of products as well as those produced by other KSB manufacturing plants around the world.
Under the market label AMRI Valves, KSB produces more than 500,000 butterfly valves per year making it a worldwide leader for this product.
Teflon® is a registered trademark of E.I. DuPont Company.
GIW Industries, Inc.
Grovetown, Georgia
GIW Industries, Inc., a KSB production facility located in Grovetown, Georgia (USA), provides process and non-process pumps and systems to the mining market.
Your GIW slurry products have a new look as we unite under KSB. All slurry products have been relabeled under the umbrella of GIW® Minerals. What this means to you is well over a century’s worth of experience in pumps and hydrotransport.
But the developments don’t stop here. We want to help you maximize your process efficiencies and meet those tough production goals. That’s why we are in the midst of a three year, multi-million dollar expansion project to continue to provide the best slurry solution in the industry.
Our KSB mining team strives to be an innovative partner that provides you with the best and longest wearing slurry and process solutions.
Precision Pump & Machine
Bakersfield, California
Since 1993, Precision Pump & Machine-KSB, Inc., a KSB Company, has been a master pump distributor and repair center. Precision Pump & Machine specializes in new equipment, assemblies, replacement parts, fabrication and offers a full service machine shop. They provide complete service and repairs both in the field and at their state of the art repair facility.
Precision Pump & Machine represents the global manufacturing leaders of pumps and rotating equipment with an installed base throughout the Western USA.
Standard Alloys, Inc.
Port Arthur, Texas
Since 1926, Standard Alloys, Inc., a KSB Company, has provided high quality and machined equipment replacement parts for pumps and other industrial equipment through its manufacturing location in Port Arthur, Texas. Originating from a demand for replacement parts for the growing refinery industry, Standard Alloys has expanded into other industries including chemical, municipal, and power.
The reverse engineering process developed at Standard Alloys has been proven successful and continues to be used to help our customers keep equipment running. To better serve our customers, we have expanded our geographical coverage and now have a Service Center in Port Allen, Louisiana. ■ 
___________________________________________________________________________________________
MEGGITT SENSING SYSTEMS

Meggitt Sensing Systems is a leading innovator and manufacturer of vibration sensing products and systems. Our reputation as an industry leader of quality products is backed by more than 60 years of experience providing innovative, reliable sensors. Our products work better and longer due to rugged design and dedicated workmanship and are manufactured in an AS9100 certified facility. Many of our most popular products are backed by Lifetime Warranty ensuring our sensors will successfully monitor your critical assets for their entire product lifetime.
The early detection of changes in the vibration signature of machinery is critical in preventing damage to equipment and the resulting costly delays. Meggitt makes hundreds of Wilcoxon Research® products used for industrial condition monitoring. Applications for acceleration and velocity sensors include machinery health monitoring of motors, fans, pumps, gearboxes, blowers, machine tool spindles, compressors, chillers, rollers, and mixers. Maintenance professionals use accelerometers for predictive maintenance to lower overall cost and increase machinery performance.

The quality and performance of our sensors ensure accurate signals for timely detection of changing vibration levels, enabling successful condition based maintenance of both critical and balance-of-plant assets. Complementary products add reliability to the entire measurement chain including VibraLink® enclosures with industry exclusive LEDs which indicate when data is ready to be collected. The new ReferenceMate handheld shaker enables fast and easy verification of the entire measurement chain, eliminating the need for costly checks and calibrations. Rugged cable assemblies are available for a variety of monitoring applications including high temperature, nuclear rated, underwater and data collector.
Meggitt sensors offer total lower cost of ownership through extremely low failure rates and long-term, consistent performance. Hermetic welds verified by helium leak testing eliminate contaminants from entering the sensor and ensure a long life. Sensing crystals undergo piezoelectric stabilization to minimize signal drift over the entire life of the sensor. The highest quality 316L stainless steel is used for housings to withstand harsh plant environments. Electromagnetic and radio frequency interference are blocked by Faraday cages so the sensor outputs noise-free vibration signals. The stable performance of Meggitt sensors means that once installed, you can expect a lifetime of trouble free monitoring, eliminating costly replacements.

A variety of sensors are available for condition monitoring applications including:
- General purpose
- High temperature
- Widest selection of hazardous area certified sensors
- 4-20 mA sensors
- High/low frequency
- Radiation resistant
- Underwater
- Low power, low voltage
- High EMI resistant
- Dual-output temperature and vibration
- Triaxial
- Velocity output
Meggitt Sensing Systems is dedicated to advancing new technologies and vibration detection solutions. Whether it is a custom product to meet a specific application, new materials or design technology, we bring over sixty years of experience as a company known for its innovation and quality. Meggitt Sensing Systems offers hundreds of Wilcoxon Research® standard products to meet most monitoring needs. For additional applications, our experienced engineers and research scientists will work with you to develop a custom product. Whether you need minor modifications to a standard product or an entirely new sensor concept, Meggitt has the technology to enable your success. ■
___________________________________________________________________________________________
MILTON ROY

Milton Roy, a brand of Accudyne Industries, is the world’s largest manufacturer of controlled-volume metering pumps and equipment. Our pumps set the industry standard for performance, accuracy, and durability in the most challenging and demanding applications. Since 1936, Milton Roy has concentrated its scientific, engineering, and production resources on the development and manufacture of equipment that accurately controls fluids ranging from water to high-viscosity polymers, corrosive or abrasive chemicals, toxic substances, and other difficult pumping media.
Milton Roy’s complete product offering includes specialty pumps, analytical instrumentation, and metering pump system components. These products range from low-pressure water treatment applications to demanding installations with pressures up to 30,000 psi (2,070 bar) and can withstand high-temperature fluids such as molten sulfur. Milton Roy’s designs include packed plunger pumps and liquid-end diaphragm technology, which stand up to the most demanding applications with superior life performance. Pump capacities range from 0.0003 GPH (12 ml/hr) to some of the highest capacities in the industry. Available with single or multiple drive designs and a wide range of liquid-end configurations and materials, Milton Roy pumps can best meet the requirements for any application.
Milton Roy serves a wide variety of industries worldwide including:
- Agriculture (chemigation, fertigation)
- Mining
- Petroleum and Gas Production (high and low pressure, pipeline drag reducers, etc.)
- Food (processing, water and waste treatment)
- Chemical (additives, blending)
- Petroleum Refining (additives, water and waste treatment)
- Oil and Gas
- OEM Industries (system and chemical suppliers)
- Metal Manufacturing
- Marine (water, waste, boiler treatment)
- Power (water and waste treatment, boiler and cooling water additives, resin bed regeneration, etc.)
- Water Supply (coagulants, polymers, disinfectants, color/taste/odor control, etc.)
- Sewage Systems
- Defense
- Recreational (pool and spa)
Milton Roy provides local support to customers with direct sales offices and a wide network of well-trained representatives around the globe. Regional authorized service centers with factory trained technicians help ensure high-quality local product support and parts availability.
Recognized by our customers for superior performance and value, Milton Roy’s knowledgeable team of engineers and product developers can satisfy routine and custom designs to fit every application. The company also provides high-level application engineering, customer training, and system support to help ensure successful installations. Depend on the strength of Milton Roy’s vast resources for your most demanding requirements. ■
___________________________________________________________________________________________
MOYNO
OFFSHORE SOLUTION UNDERLINES MOYNO VERSATILITY

The wide variety of applications that can be accommodated by Moyno progressing cavity (PC) pumps has been highlighted by an offshore application. Ten of Moyno’s 2000 Series pumps have been ordered for a new fleet of offshore supply vessels that will be used to service drilling rigs worldwide.
The 2000 Series pumps will be fitted to ten new HOS MAX 320 supply vessels which Mississippi-based VT Halter Marine is building for Hornbeck Offshore. The pumps will transfer up to 24-pound liquid mud to and from the vessels, which will be off-loaded when they reach the drilling rigs.
“This is a very demanding application for any pump,” comments Moyno’s Chip Strickland. “Drilling mud is a very aggressive substance that can have high solids content, so the pumps must be able to withstand this.”
The ability to operate at sea was another important consideration. For example, centrifugal pumps require a fairly stable level of pumped media to work efficiently. The motion of the sea can cause the mud levels in the vessels to fluctuate constantly and this would have reduced the efficiency of a centrifugal pump, leading to longer off-loading times and expensive delays. However, the progressing cavity action of the Moyno pumps isn’t affected by these changing mud levels and they can work perfectly well in these circumstances. This allows the vessel operator to accurately predict the time needed for off-loading and get the vessels heading back to shore for the next load as soon as possible, without any costly delays.
“In addition to these predictable off-load times, our 2000 Series pumps are also well-proven in this type of challenging duty,” adds Chip. ”They offer the high volume and high pressure capabilities which the customer requires, plus the ability to operate in reverse so that mud levels in the tanks can be adjusted to add extra stability while the vessels are at sea.”
Moyno’s high-performance 2000 Series pumps offer an outstanding combination of low maintenance, minimal downtime and long service life, which all combine to create a low cost of ownership. Their proprietary 2000 Series gear-type universal joint design minimizes wear and accommodates both radial and thrust loads with ease. This allows the pumps to handle abrasive materials with over 80 percent solids, while still maintaining a steady and consistent flow. The 2000 Series range also offers performance capabilities to 4500 gallons per minute, with pressure to 1500 psi.
Both cast iron and stainless steel models are available, with a choice of materials and coatings for rotors and stators, to suit individual applications. “The 2000 Series pumps also have a low running speed capability which extends both the maintenance intervals and the overall working life. That pays particular dividends on an application like this where the pumped media is so abrasive,” concludes Chip Strickland.
The pumps will transfer mud at volumes up to 1000 gallons per minute, handling pressures of 200 psi. The order was secured through Moyno’s partner company, Chemetec Engineered Equipment. Other pumps in the Moyno range offer proven solutions for many other oil and gas applications, such as multiphase fluid transfer, lease automatic custody transfer, crude oil transfer and produced water handling duties.
For more details on Moyno, call 877.486.6966 or visit www.moyno.com. ■
___________________________________________________________________________________________
MURPHY ENOVATION CONTROLS

Seventy-five years ago, Murphy products started with a simple idea—identify an unmet need in the industry and provide a reliable solution. Since then Murphy’s product offerings have grown to more than 3800 products. This ever-expanding product breadth includes sophisticated engine control and monitoring systems, electronic and mechanical controls, custom-engineered control panels and systems, battery chargers, expandable I/O modules and an array of electronic displays. Murphy by Enovation Controls offers full solutions for challenging projects.
Murphy products include the traditional go-to products needed on mechanical engines, such as gauges, switches, controllers and panels. The company’s latest products have been designed for the future of engine technology, including fully configurable electronic displays which offer a clear, concise look into modern electronic engines while allowing for ease of integration into any application.

Every application is unique, which is why Murphy offers choices for customers. For example, the company manufactures controller options suitable for a broad range of applications. Finding the right controller with the right mix of features for your application makes you more productive. Murphy’s latest controller, the PowerCore MPC-20 was developed to meet the needs of manual or automatic control. It can be utilized on mechanically or electronically governed engines supporting SAE J1939 CAN communications.
The company also offers a wide range of advanced manufacturing and engineering capabilities – including mechanical and electronic hardware design, software design, product testing, in-house LCD bonding, panel and harness engineering and more. Murphy by Enovation Controls provides turnkey solutions to meet any challenge.
With an eye toward the future, Murphy by Enovation Controls is constantly looking to improve.
The organization led the way in helping to meet the latest engine environmental regulations with instrumentation that eases the transition to electronic engines and continues to explore new technologies and develop products for emerging market needs.

This company prides itself on customer satisfaction and service. Employees work closely with customers to design and deliver innovative and reliable products for specific applications. Their goal is to not only meet, but to exceed customer expectations.
Murphy by Enovation Controls’ North American operations are centrally located in Tulsa, Oklahoma, with additional offices in San Antonio and Rosenberg, Texas. International manufacturing operations are located in Europe and China, with sales offices in India, South Korea and Latin America. Customer support is offered through the company’s extensive distributor and dealer networks available throughout the world. ■

___________________________________________________________________________________________
PENTAIR FAIRBANKS NIJHUIS

ABOUT FAIRBANKS NIJHUIS
The new Pentair Fairbanks Nijhuis® offers the industry’s most complete set of solutions, products, and services to municipal and industrial customers. A wide variety of pumps and controls will serve multiple markets including water supply, sewage handling, flood control, power generation, desalination, agricultural irrigation, and fire protection. Pentair Fairbanks Nijhuis also delivers professional services including installation, maintenance, repair, and training.
Manufacturing operates primarily out of Kansas City, Kansas (USA), and Winterswijk, The Netherlands. The combination of our two world-class engineering and manufacturing groups, with over 200 years of combined expertise, is a win for our customers around the globe.
MISSION & VISION
Our Mission
The mission of Pentair Fairbanks Nijhuis is to produce high quality pumps, turbines, and hydraulic systems in a sustainable manner, which are developed according to customer specifications and meet the growing economical, societal and ecological demand for efficiency and sustainability.
Our Vision
Pentair Fairbanks Nijhuis wants to play an important role in the water supply worldwide, in the effective processing of wastewater and water management in general. The company feels the need for social responsibility.
The choice for social responsibility is based on the fact that Pentair Fairbanks Nijhuis is part of society. Just like social developments influence us, Pentair Nijhuis’s decisions influence society. For that reason Pentair Fairbanks Nijhuis wants to contribute to sustainable development of the society and the environment.
The above is accomplished with involved professionals on the basis of the core values customer focus, quality awareness and cooperation.

CUSTOMIZED SOLUTIONS
A Valuable and Sustainable Option
System design and performance are usually dependent on the availability and configuration of suitable pumps. At Pentair Fairbanks Nijhuis, we can modify our pump designs to meet the requirements of each individual system. This results in the best overall system performance for a specific application.
Design modification can range from minor changes like reshaping the impeller, to a dedicated design for a specific application. The vast experience and engineering know-how as well as advanced design software available at Pentair Fairbanks Nijhuis, ensure that custom designs are developed in an expedient way. Hydraulic performance can be accurately predicted and all designs are subjected to structural analysis.
TESTING
Test Facility
The test rig at Pentair Fairbanks Nijhuis is one of the most modern of its kind. With a capacity of 5 cubic meters per second, it can be used to test the pumps within our product range. Prior to delivery, each pump undergoes an exacting performance test during which all relevant machine data are checked.
For very large pumps, either a scale model test is performed or extensive on-site measurements are conducted using our calibrated instrumentation. Complete pump sets can be tested using a frequency controller and transformer to measure unit efficiencies, noise levels and vibrations throughout the pump’s entire working range. ■
___________________________________________________________________________________________
SIMS PUMP VALVE COMPANY, INC.
With the invention of the Sims Pump Valve for use in reciprocating pumps, Sims Pump Valve Company, Inc. was launched in the Red Hook section of Brooklyn in 1919 by Admiral Sims and his brother. Growth necessitated first a move to downtown New York and later to the company’s present address in Hoboken, New Jersey. From the outset, the company offered its unique guarantee of customer satisfaction – Introduced by the founder of Sims, the guarantee continues today as an integral part of operations nearly a century later. Since the beginning, Sims has been a leader in pump and pump part technology, and has worked to develop an excellent reputation for offering innovative solutions for marine and industrial applications.
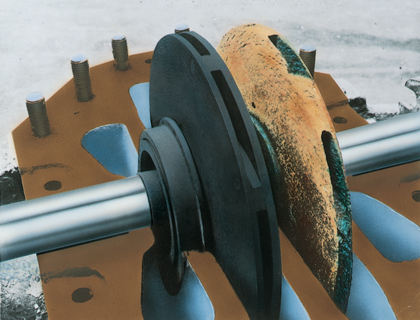
Both of the impellers above were in service for three years. The Simsite® Impeller on the left looks brand new!
Simsite®
Manufacturing their proprietary material, Simsite®, Sims has the unique advantage of being able to offer Structural Graphite Composite Pumps and Pump Parts which NEVER CORRODE in salt water, wastewater, or chlorinated water. Patented and offered exclusively by Sims, Simsite® products are lightweight, energy efficient, and are far more superior against erosion, cavitation, and corrosive environments than metallic pumps and parts. Simsite® is a graphite combination-fiber that is a continuously interwoven and reinforced composite with a hybrid phenolic/epoxy thermoset resin. The fibers in the Simsite® Structural Composite are interwoven in a tri-directional weave providing the highest strength and flexibility available on the market today. In addition, Simsite® products are NEVER cast or molded. All materials are manufactured starting with a solid block of material, and then machined from the center point using 5 to 8-axis CNC machines.
Simsite® products outlast and outperform other products on the market, and will therefore significantly improve performance, reliability, longevity, as well as increase energy savings. These unique products have been produced in the form of advanced pumps, impellers, wear rings, and more since 1955. At merely 1/6 the weight of bronze, lasting 3-5 times that of metallic. Sims provides the capability of adjusting the customer’s equipment to achieve maximum efficiency and performance by finding the true BEP, or Best Efficiency Point. With a dedicated staff of knowledgeable engineers, the design of an impeller can be adjusted to the actual rated operating point required by the customer. Furthermore, the Simsite material contains self-lubricating properties that allow Simsite® products to withstand dry-running for a certain period of time.
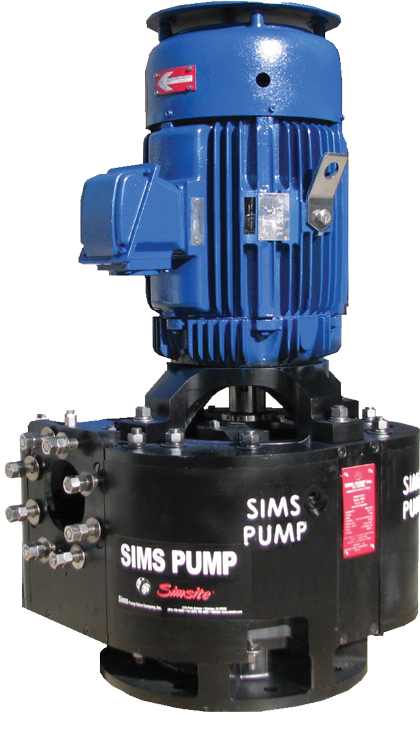
Sims Vertical In-Line Pump
Industries Served
With a wide variety of products available and a reputation for leading the industry, Sims is proud to serve a multitude of different industries, with a customer base spanning the globe. Sims has had the honor of being onboard over 75 different United States Navy vessels and operations, as well as working with multiple foreign navies including the German Navy and British Admiralty. In addition, Sims has worked with a plethora of cruise lines, including some of the biggest names in the business, such as Carnival, Caribbean, Celebrity, Norwegian, Royal Caribbean, and over 25 more. Sims also works with a broad range of industries including chemical, food processing, paper and pulp, refining, petrochemical, sewage treatment, mining, plating, skiing, steel, farming, water treatment, textile, utilities, oil and gas, airlines, merchant marine vessels, waterparks, aquariums, hotels, and more.
Products
Sims offers a vast variety of top-of-the- line products. Sims produces over 15 different types of pumps, including vertical, horizontal, vertical in-line, vertical sump, regenerative turbine, ANSI, multi-stage and more. But Sims Pump is so much more than just pumps. In addition, Sims manufactures Simsite® Impellers and Rings, Guide Bearings and Bushings, Sleeves, Mechanical Seals, Valves, HusHeaters (efficient steam diffusers/pre-heaters with silencers) , and Heat Exchanger Doors. Sims offers several grades of engineered structural composite for different applications and temperatures. All grades of Simsite® possess excellent mechanical properties and chemical resistance.
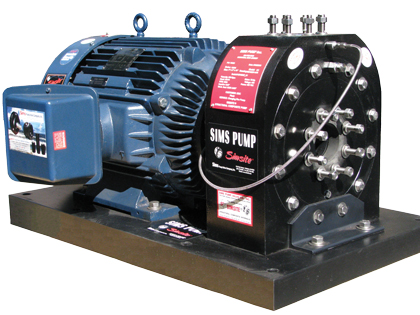
Sims Close Coupled Horizontal Pump
Technical Services
Application engineering, service, and support are provided from corporate headquarters in Hoboken, New Jersey. Sims offers hydraulic design, finite element analysis, and computational fluid dynamics capability. The company specializes in corrosion resistance, life-cycle extension, efficiency, and troubleshooting of centrifugal pumps. All of Sims’ design engineers are experts in pump and impeller design, as well as the design of structural composites. Sims’ engineering service and support staff can design replacement parts and/or complete pumps to meet customers’ specific needs and performance requirements, including through both reverse and re-engineering. ■
___________________________________________________________________________________________
SMITH & LOVELESS
BUILT FOR YOU. BUILT FOR LIFE. BUILT FOR PUMPING.

By mounting a complete wastewater pump station outside of and above the wet well, collection systems and industrial pumping applications become dramatically simpler, safer, and more economical.
Not only does this approach eliminate routine confined space safety concerns and hassles, it also reduces maintenance time and cost. These savings, when combined with the higher wire-to-water efficiencies provided by non-clog pumps, result in significantly lower life-cycle costs for Wet Well Mounted Pump Stations by Smith & Loveless.
Key to the success of the Wet Well Mounted concept are S&L’s specially-crafted, vertical, Non-Clog Pumps—which helps users save, and stay, green.
These pumps—with their exclusive oversized stainless-steel pump shafts, oversized bearings, and bronze seal housings—are some of the most durable and efficient wastewater pumps in the world. These pump components work together to reduce the potential for shaft deflection and seal failure overtime. The larger diameter of the shaft provides increased rigidity, while its stainless steel composition eliminates the possibility of corrosion, one of the leading contributors to shaft deflection and eventual pump failure. The pumps are simply designed to run—both efficiently and for decades.
These pumps are industry-leaders in clog-busting pump technology, as well, and can eliminate problems caused by flushables and other trashy materials. The X-PELLER® Impeller passes 3-foot solids in flows up to 1000 gallons per minute (63 liters per second).
Key to the X-PELLER® success is its mono-port design, which effectively expels high volumes of stringy materials, rags and other unusual trashy items. Applications of all types have called on the X-PELLER® to eliminate clogs, including prisons, fairgrounds, college residence halls and auto repair shops. The standard Smith & Loveless impeller rarely clogs; however, if you are faced with a high volume of trash pumping application, it is nice to know there is the X-PELLER® to fall back on.
S&L Non-Clog Pumps are primed through a process known as vacuum-priming, which creates fluid suction-lift in order to prime the pumps residing at grade level. All of the pumping equipment, valves, and controls are immediately accessible without special safety gear or harnesses.
The Wet Well Mounted concept offers numerous safety and ease-of-use benefits, in addition to those cost-saving benefits already discussed.
During the installation sequence, requirements for entering the existing wet well are severely reduced. Stations arrive factory-built and tested and are simply set in place, with all piping and electrical connections made quickly and easily. Installation and start-up can usually be achieved within a few hours. Long term, maintenance and inspection can be performed without accessing a confined underground space, which is prevalent with other types of pumping systems. Routine maintenance can be performed onsite by existing staff, without the use of outside contractors or pricey pump maintenance centers.
SIMPLER, SAFER, MORE ECONOMIC . . .
Wet Well Mounted Pump Stations are the obvious choice when all the factors that go into pump station operation are considered. It all adds up to a longer, better pump station life.
ABOUT SMITH & LOVELESS
Founded in 1946, Smith & Loveless is a U.S. manufacturer of water and wastewater pumping and treatment systems for municipal and industrial applications, including pumps, lift stations, membrane bioreactors, packaged treatment, grit removal, filtration, and aeration systems. Available in 2-pump, 3-pump, and 4-pump series arrangements, S&L Pump Stations provide pumping capacities of up to 20,000 gallons per minute (1260 liters per second) and 500 feet TDH. They also offer semi-recessed and underground pump station configurations.
At their world headquarters in Lenexa, Kansas, in metropolitan Kansas City, S&L operates division offices and affiliated companies in metropolitan Los Angeles, Atlanta, London and Auckland. The S&L Engineering Department boasts more than thirty full-time engineers, including several that are licensed professionally. Disciplines include mechanical, electrical, environmental, civil and chemical. In total, Smith & Loveless is represented by more than 400 years of combined professional engineering experience.
Smith & Loveless maintains extensive manufacturing capabilities. They not only give customers products assembled in a quality-controlled environment, they provide single-source responsibility and support throughout the life of the product. The manufacturing process takes place in a controlled environment encompassing 115,000 square feet (10,638 square meters). This facility houses hydraulic press brakes, cranes with 50-ton lift ability, drill presses, pipe threaders, plasma steel cutting, carbon steel and stainless steel code welding, a recycle shot blast booth, a controlled painting environment, and state-of-the-art pump testing stations. Their ability to test complete systems before they ship delivers significant value and peace of mind to customers. ■
___________________________________________________________________________________________
TECO-WESTINGHOUSE

TECO-Westinghouse (TWMC) takes great pride in their commitment to provide the highest quality and premium craftsmanship of AC and DC motors and generators. In addition to motors, TWMC is proud to provide quality variable frequency drives and medium voltage soft starters, as well as offer large motor repair services for a myriad of businesses in all industries including petroleum, chemical, water/ waste water, mining, marine propulsion, steel, and electric utility production. Ranging from 1/3 horsepower ratings to 100,000 horsepower, TWMC’s durable high-quality machines are used to power projects of all sizes.
Our company comprises the experience of Westinghouse, a leader in the motor industry since 1888, and TECO Electric & Machinery, Co. Ltd., a multi-national conglomerate with more than fifty years of motor experience. Together, TECO-Westinghouse embodies the capabilities and proud traditions of excellence of these organizations and carries them forward.

Proven experience in providing custom engineered vertical and horizontal induction and synchronous motors for the electric utility, petrochemical and water/ waste water industry is second to none. TECO-Westinghouse offers a wide variety of motor product lines to better serve customers’ needs. The latest product offerings from TWMC include quick ship medium voltage motors that are available from 800 horsepower to 3000 horsepower and ship in two to four weeks ARO. In addition, the company has also launched a new series of low voltage AC drives. The L510, E510, A510, and F510 are energy efficient solutions for a variety of applications. The L510 is an Advanced Micro Drive and the E510 is designed for outdoor applications or those that require a NEMA 4 enclosure. The A510 is a Heavy Duty Drive that is versatile enough to be used for general applications as well as those that are tough and demanding, like reciprocating pumps, compressors or high torque loads. The F510 is a workhorse Fan & Pump Drive that is easily configurable and will control almost any applications involving fans, blowers and centrifugal pumps. Contact us today to find out more information about these and many other motor and drive solutions: www.tecowestinghouse.com. ■
___________________________________________________________________________________________
TOSHIBA INTERNATIONAL CORPORATION
ONE CALL. ONE SOLUTION.

Toshiba International Corporation (TIC) is a Toshiba America Inc. (TAI) Group Company, a wholly owned subsidiary of Toshiba Corporation. TIC is headquartered in Houston, Texas, and employs approximately 2000 people. TIC’s Social Infrastructure Group is comprised of the Motors & Drives Division, Power Electronics Division, Transmission & Distribution Division, & Solutions Products Group.
TIC is proud to be a single-source solution, offering a complete product lineup of electric motors, adjustable speed drives, and motor starters for your pump applications. These products are manufactured at our one million square foot manufacturing facility located in Houston. Our Houston facility has extensive knowledge and experience, offering a full-range of in-house services from research and development to after-market service.
Our extensive product offering and large installed base in pump applications demonstrates our customers’ confidence in choosing TIC. Since our products are manufactured under one roof, we can offer customized solutions to meet your pump application needs worldwide. We also have the capability to test our products together, as a complete system, before it goes out into the field—ensuring the highest level of quality, efficiency, and reliability.
Motors
TIC entered the electric motors market in 1970 and has since developed a proud tradition of producing some of the most reliable, robust motors in the market. We produce a wide range of low and medium voltage motors that are built to withstand virtually any industry and application, setting new standards in extreme duty performance and durability. Our low voltage motors range from ½ to 800 horsepower and 230 to 575 volts, and our medium voltage motors range from 100 to 50,000 horsepower and 2300 to 13,800 volts.

Adjustable Speed Drives
TIC entered the North American adjustable speed drives market in 1981 and has continued to grow the market with our products. By following the most stringent standards, our drives have set a new standard in innovation, performance, size, and safety. Today, we produce award-winning drives that are suitable for virtually any industry, application, and environment. Our low voltage adjustable speed drives range from fractional to 1500 horsepower and 230 to 690 volts, and our medium voltage adjustable speed drives range from 300 to 10,000 horsepower and 2300 to 6600 volts. TIC’s newest drive, the P9 pump drive, is ideal for the pump market and sets a new standard in performance and ease-of-use for the pump industry.
Motor Starters
TIC entered the motor starters market in 1979, and no one provides a better solution for any application requirement other than TIC. As a world leader in motor starter technology, we have brought upon the most significant medium voltage vacuum motor starter in over thirty years. By following the most stringent standards, our motor starter products have set a new benchmark in innovation, reliability, and safety. Our low and medium voltage motor starters range from 208 to 6600 volts. ■\
___________________________________________________________________________________________
YASKAWA AMERICA, INC.
YASKAWA QUALITY: MORE THAN A MEASUREMENT … IT’S PERSONAL.

We take quality personally at Yaskawa. Our drives packages offer the highest MTBF in the world. The relationships we have with our customers ensure mutual benefits. The partnerships we cultivate with our distributors add value to the way we work with you. We hire great people and continuously train them to be able to serve your needs better. We deliver product on time. It works out of the box. We answer questions promptly and never back down from challenges. To us, quality means doing everything we can to make our customer, partner, and employee experiences great ones. We commit to that philosophy every day. We make it happen. We can, because, to us, IT’S PERSONAL.
Keep Your Systems Pumped up
Yaskawa keeps pumping systems up and running with easy-to-use, reliable drive solutions. We do it by combining the world leading iQpump technology with our in-depth industry knowledge. We understand the pumping industry. We know when the draw on your system changes, you need to know pipes won’t break. We understand you need a drive that will protect your investment if you lose prime or have a dead head condition that can shut your system down. The iQpump1000 has the software to prevent these issues from occurring. We work closely with you to keep your systems up and running.

iQpump1000 Drive: Your Total Pumping Solution
Yaskawa designed the iQpump®1000 with pump service operators and pump system owners in mind. iQpump1000 offers ease of setup and comprehensive pump and motor protection features. The integrated pump specific software and set up parameters allow the operator to program control values for a wide range of applications. The iQpump1000 drive will automatically adjust pump operating conditions, as the process variables change while still maintaining optimum pump performance and protection. iQpump1000 can also replace phase converters when converting from a single-phase to a three-phase pump motor. ■

___________________________________________________________________________________________
YSI
A XYLEM BRAND

YSI, a Xylem brand, is a trusted water quality partner to the water and wastewater industry with an array of capabilities in the lab, field, and continuous process monitoring, and control settings.
Our handheld instrumentation can help you spot check DO in the aeration basin of a water resource recovery facility or spot sample in surface water with electrochemical or optical DO technology. Or, maybe you need to measure pH, ORP, conductivity, salinity, depth or ISEs’ such as ammonium, nitrate or chloride. At any rate, we have you covered in regards to handheld spot sampling instrumentation.
In addition to portable handheld meters, we also have portable photometers and colorimeters allowing you to collect data on total chlorine, COD, and a multitude of other parameters—over eighty to choose from in fact.
A powerful solution to your water quality monitoring challenges is the YSI IQ SensorNet monitoring and control system. This modular system allows you to connect up to twenty sensors to continuously monitor parameters including dissolved oxygen, pH, ORP, conductivity, turbidity, TSS, ammonium, potassium, COD, TOC, DOC, SAC, BOD and orthophosphate.

In addition, several sensors utilize our UltraClean technology to continuously, ultrasonically keep the sensing elements clean and free from fouling. This helps eliminate staff maintenance time and frequent sensor cleaning.
The IQ system has an easy to read display that can be easily moved, a variety of communication methods, programmable access, and a simple 2-wire cable that supplies power and data transfer.
YSI’s IQ SensorNet network-based continuous water quality monitoring and control system improves operational efficiency while allowing for simple, modular expansion. Our orthophosphate analyzer can be used with the IQSN system to help with more stringent and upcoming phosphorus regulations and permit requirements.
Moving from outside the plant to inside the laboratory is not an issue either. YSI can help you there too. Our complete line of laboratory instrumentation includes our classic dissolved oxygen models with self-stirring BOD probes and includes our complete TruLab line and full-featured MultiLab line with Intelligent Digital sensors.
Whether you require routine pH and ORP, biochemical oxygen demand, conductivity, or lab-grade ISE measurements, our lab products are designed to make your job efficient and provide accurate results.

Moving back outside to receiving waters and various surface water applications, the EXO sondes can provide continuous water quality monitoring in the streams and rivers where discharge is sent. Our EXO water quality sondes are designed for long-term unattended water quality monitoring and data acquisition. This data can be stored internally in the sonde and retrieved later or can be configured to view the data real-time.
However you’d like to get your water quality data, YSI can you help you find a solution.
Learn more at www.YSI.com. ■
___________________________________________________________________________________________
ALLMAX SOFTWARE, INC.
AllMax Software, Inc. is the publisher of Operator10® water and wastewater data management software, Antero™ maintenance software, and Synexus™ pretreatment data management software. AllMax specializes in providing stable and reliable data management solutions that are easy to use, and in providing efficient and friendly support to clients.
Operator10 for water or wastewater allows the user to track plant performance and efficiency data. Data can be entered by hand or automatically via SCADA interface.
DataViews can be designed by the user to display the plant information in a columnar format for easy review. Once information is entered into the database, it is securely stored, and can be reviewed at any time. Operator10 can handle complex calculations with built-in formulas that are specific to the water and wastewater industry. Operator10 also offers a graphing package and a robust reporting package that features many state and federal reports. Operator10 allows for confidence and cost-effectiveness in management of water and wastewater data.
Antero is a computerized maintenance management system (CMMS) that is an excellent companion to Operator10, or is equally strong as an independent maintenance solution. Antero allows the user to quickly and easily generate work orders to plan maintenance schedules and establish an effective preventive maintenance program. Antero allows the user to enter detailed information on parts, equipment, vendors and more. Reports are available to forecast work orders, track equipment costs and much more.
Synexus pretreatment data management software is designed to track data concerning industrial users of public wastewater systems. Detailed information about permitted industries, testing schedules and permit limits can be entered and managed. Templates for notices and other documents can be created, and copies of correspondence can be stored for future reference. Users are able to track results from sampling events and run calculations to determine non-compliance or significant non-compliance status. Synexus allows pretreatment coordinators to take control of all their industry-related data.
AllMax Software, Inc. was founded in 1994, and is headquartered in Kenton, Ohio, where all program development, sales and support are performed. AllMax offers comprehensive services for software offerings including training and program setup. More information is available at www.allmaxsoftware.com or 800.670.1867. ■
___________________________________________________________________________________________
CHECK-ALL VALVE MFG. CO.
Since 1958, Check-All Valve Mfg. Co. has manufactured a complete line of in-line spring-loaded piston-type check valves. With worldwide service, Check-All Valve serves a wide range of industries including the chemical, petrochemical, pharmaceutical, food and beverage, water treatment, OEM, MRO, and many others. Lightweight, efficient, and rugged, every Check-All valve is designed and built to perform to exact needs and specifications. The company is ISO 9001-2008 certified and manufactures product lines compliant with CE/PED requirements, Canadian Registration Number guidelines, 3A Sanitary Standards, and others.
Check-All valves are engineered for silent operation. They close quickly and smoothly to eliminate hammer noise. They are designed to function equally well in either a vertical or horizontal position, with proper spring selection. With many series to choose from and many insert styles available, our check valves easily fit into existing line components which reduces initial cost and installation time. Our basic design is streamlined so the fluid flows through the valve over smooth contoured surfaces with a minimum change of direction, thereby minimizing pressure drop. Check-All valves can also be used as low pressure relief valves and vacuum breakers.
With our many options available, Check-All Valve provides check valves for practically every service application. Valves are offered with metal-to-metal or soft seats in sizes ranging from 1/8 inch NPT to 20 inch flanged connections. Pressure ratings are available from full vacuum to 10,000 PSI. Standard or exotic materials are available and you can choose from a wide variety of spring settings and seat materials for any valve. Most options are available with fast delivery. Specially designed valves are another option that Check-All Valve performs on a regular basis.
Check-All Valve Mfg. Co. is staffed to supply you with a quality product as well as personal technical services. Contact us for a complete catalog. ■
 ___________________________________________________________________________________________
___________________________________________________________________________________________
FLOW SYSTEMS
With over thirty years of expert pump and valve rebuilding and parts manufacturing, Flow Systems’ team of experts can rebuild or remanufacture all types of pumps and valves for a wide range of industries—chemical, oil, petrochemical, power, food, pharmaceutical, paper and many others.
We specialize in rebuilding all types of boiler feed, circulating water, fuel oil, positive displacement, condensate, centrifugal, multi-stage, and vertical and horizontal pumps. We can rebuild pump parts that would normally be considered in scrap condition. We can save our customers costly replacements and long lead downtime by rebuilding as opposed to replacing major pump components—impellers, diffusers, bowl assemblies, screw rotors, casings, bells, pump rotors, shaft sleeves, gears and housings. Highly cavitated and corroded bronze, stainless steel and cast iron parts are rebuilt using a specialized build-up process. We can also manufacture new pump parts to meet your budget and delivery requirements.
Plants will be faced with all kinds of challenges to get their units back online in Tip-Top condition. In order to achieve that you will need experts with the ability to perform critical tasks to get your equipment in perfect condition. Flow Systems will get the job done properly by expert technicians, engineers, field supervisors, machinists, welders, valve and pump specialists, designers, metal specialists, mechanics, turbine engineers and a management team. Flow Systems can rebuild or replace worn and damaged parts during your outage or shutdown with our emergency services. At Flow Systems our shops are prepared to rebuild or remanufacture any part our field service team needs to complete an outage repair and get your unit back online to meet your outage time frame.
Flow Systems Offers you complete turn-key field repair services, including rebuilding of control valves, pumps, gear drives, turbines and general plant maintenance. Our technicians are highly trained professionals–utilizing state-of-the-art techniques in machining, welding, heat treating, x-ray, laser alignment, boring, precision build up, assembly, and design engineering.
To serve you even further, we’re available 24 hours a day, 7 days a week for emergency repair service.
During outage situations you may be faced with the problem of trying to find new valve parts which may obsolete, or delivery may take weeks. Here at on-site, we can rebuild your old plugs, stems cages, and seats back to original specifications within your required outage time frame.
Modern techniques and highly trained personnel team together to give us the quality and delivery capability that assures customer satisfaction. ■
___________________________________________________________________________________________
FLUID COMPONENTS INTERNATIONAL
FCI’s products are specified by name in many of the world’s most demanding environments for flow instrumentation. They are recognized for their reliability, accuracy and repeatability in harsh conditions, where their total performance ensures users of both their end-product’s quality and operational safety. FCI offers a broad range of application solutions from off-the-shelf devices to custom-engineered systems.
FCI flow switches are ideal for pump protection and flow assurance to prevent pump run-dry conditions, which can damage pump components, degrade pump performance over time and reduce their useful lifecycle. These flow switches feature a no-moving parts thermal dispersion flow sensor and plant rugged design that makes them ideal for a wide range of point-level process applications. Their versatile design also allows them to measure flow or level or temperature.
Flow conditioners developed by FCI’s Vortab Company provide a low-pressure loss solution to correct flow profile irregularities that also affect the operation of pumps and the accuracy of flow instrumentation. In today’s crowded plants, elbows, valves, blowers and other devices in the pipeline often disrupt flowing media and affect other equipment.
For efficient and low maintenance operation, pumps require a repeatable, uniform upstream flow profile of the liquid entering the pump. When elbows, valves, or other equipment are installed too closely to a pump, they can cause swirl and velocity profile distortions, resulting in uneven force placed on the pump impeller. Such disturbances can create excess noise and cavitations, resulting in reduced bearing life. Vortab Flow Conditioners correct these flow profile problems to keep pumps running longer and reduce maintenance costs.
FCI’s flow meters are designed with advanced thermal dispersion mass flow sensors. They combine precision flow measurement accuracy with a rugged design that is compatible with caustic, corrosive, humid and high temperature environments. They are highly reliable, easy to install, require virtually no maintenance, and are designed for long-life.
All FCI products are tested and calibrated to rigorous standards at FCI’s world-class, fully NIST traceable flow calibration laboratories to ensure instrument accuracy with the customers’ actual fluid and process conditions. FCI is ISO9001:2008 and AS9100 certified and meets MIL-STD-45662A and ANSI/NCSL-Z-540 requirements. The company’s advanced technologies also include mechanical design, advanced materials, metallurgy, electronics, bus communications, and more.
Fluid Components International is a global company committed to meeting the needs of its customers through innovative solutions to the most challenging requirements for sensing, measuring and controlling flow, level, and temperature of air, gases, and liquids. ■
___________________________________________________________________________________________
GODWIN
A XYLEM BRAND
Godwin’s diesel-driven Dri-Prime® pumps include the Godwin PrimeGuard automatic level controller, standard on all electronic diesel engines and available for mechanical diesel engines. The Godwin PrimeGuard is a fully programmable microprocessor engine control system that allows for inputs from flow meters, level transducers, pressure transducers or standard floats. Using any of these systems, your Godwin Dri-Prime pump can start and stop automatically with no operator intervention required.
These features are now enhanced with the added functionality of our new Field Smart Technology (FST). Diesel pumps can be monitored and controlled from anywhere in the world with an internet connected computer, phone, or tablet. Engine and pump data can be collected in one-minute intervals and transmitted to a password-protected website for viewing and data logging.
FST communicates through both cellular and satellite connections to provide remote users the same information that is shown locally on the PrimeGuard panel. The dual connection means that FST works even without a cell signal, such as on remote jobsites or deep in quarries. FST also provides the ability to start and stop the pump remotely through the website, allowing better use of labor and resources. Using FST can eliminate or significantly reduce the need for on-site pump watch.
FEATURES AND BENEFITS
- Monitor engine and motor parameters
- Monitor pump operation parameters
- Start and stop remotely
- Cellular and satellite communication
- Log data
- Alarm
- Locate the unit via GPS
Many of Godwin’s Dri-Prime pumps are already equipped with FST, and available for sales or rental. Xylem offers proven 24/7 service and support, backed by a strong application engineering team. For more information, call 800.24.PUMP4 or visit www.godwinpumps.com. ■
___________________________________________________________________________________________
HOOSIER PATTERN
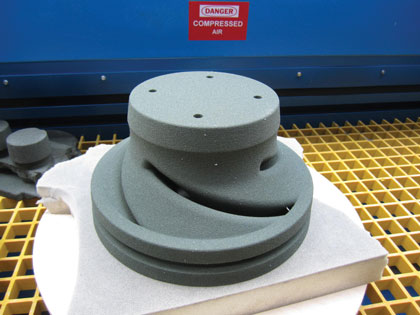
Since opening their doors in 1997, Hoosier Pattern has seen continual growth in the pattern making business. Known for its reputation of quality workmanship and commitment to “On Time Delivery,” HPI has worked hard to gain national recognition as a premier pattern shop. With technology constantly evolving, HPI works to provide our customers access to some of the latest tools and technology available to accompany our unparalled service and quality. A highly knowledgeable and experienced staff will assist your company with “out of the box concepts” for your every need. We turn “how to” into “can do” and the theoretical becomes practical and real.
Hoosier Pattern encourages constant research for new products and procedures to stay competitive and further our capabilities to expand our wide range of services to our customers. Our most recent additions of a laser scanner and Rapid Prototype Sand Printer truly put Hoosier Pattern on the cutting edge of technology. Be sure to discover all that we have to offer and see why you should partner with HPI on your next project.

Foundry Tooling
Hoosier Pattern strives to be up to date with the latest in foundry knowledge. Our employees come from a wide range of occupations in the foundry industry. This, combined with the latest in technology, gives HPI an advantage when approaching new and challenging tasks. We have the tools and experience to ensure every request from our customer is met with the highest standards for precision and accuracy.
Rapid Prototyping
Need something cast in a hurry? No time to machine a pattern or core box? Maybe you just want a couple of pieces of a new prototype or a variation of an existing casting. We can print a complete sand mold or just a core. With one of the largest 3D sand printers on the market, Hoosier Pattern can bring your prototype to life, quickly and accurately. ■
___________________________________________________________________________________________
KTR
TO ALL THOSE WHO SET THINGS IN MOTION
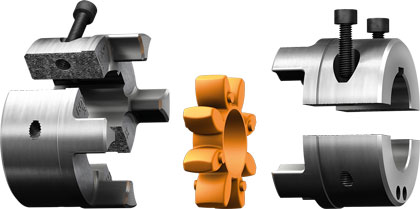
Rotex® S-H with split hub
A leading manufacturer of high-quality drive components, KTR supplies mechanical couplings, clamping sets, torque limiters, torque measuring systems, and hydraulic components to customers worldwide. With over fifty years of experience in power transmission, we are trendsetters in the development of coupling technology providing customized solutions to all industries. The KTR trademark characterizes quality and innovation, speed, reliability, flexibility and close working relationships with our customers.
Beginning with the curved-tooth BoWex® gear coupling, KTR has developed an extensive product portfolio handling torques from 1.3 to over 6,637,500 lbs-in. Production on KTR’s in-house, state-of-the-art machinery ensures that our products are manufactured to the most exacting standards even with couplings having a unit weight of up to 2 tons.
KTR is not simply a vendor, but a solutions provider. The knowledge acquired through direct involvement in thousands of field applications enables us to quickly identify optimum, low-cost solutions for custom applications. Each year KTR produces more than 10,000 new solutions for our customers. This trend has increased year after year, resulting in many special products becoming standard items.
BoWex® GT
Two of KTR’s recent innovations involve couplings designed for the pump industry-the BoWex® GT with Split Sleeve and the ROTEX® S-H with Split Hub. These options complement our standard couplings by allowing them to be assembled and disassembled radially without having to displace the drive or drive components. This feature makes it highly suitable for mounting in narrow mounting spaces and heavy drive trains.
Utilizing well designed quality components, KTR products combined with proper selection may improve the overall characteristics of the drive system and contribute to a long service life. We analyze our designs with an FEM (Finite Element Method) system, application simulation and by performing torsional vibration calculations in respect to the coupling for entire drive systems. At our in-house Research and Development Center, we test our products on state-of-the-art test benches under realistic operating conditions.
Access to our experience and products is available at www.ktr.com. There you can request information, including product catalogs, 3D-CAD models and assembly instructions. Depending on your application, you can select your drive component from over 3500 standard products. ■
___________________________________________________________________________________________
LOUIS ALLIS

Louis Allis began in 1901 with a small D.C. motor manufacturing firm, The Mechanical Appliance Company. After increasing employment by nearly six times, the firm moved out of its original facility in a small shoe factory to its historic East Stewart Street property in Milwaukee, Wisconsin, where in 1922 the manufacturer officially changed its name to The Louis Allis Company.
Louis Allis quickly became an innovator and market leader in the design and manufacture of specialty A.C. Electric Motors. Many of the industries that Louis Allis made great innovations in early on were oil, chemical, and iron/steel, which are some of the same industries we still serve.

Today, Louis Allis is headquartered twenty-five miles north of Birmingham, Alabama, and is continuing their tradition of providing unique motors for unique applications. We welcome the challenges of large specialty applications and manufacturing motors up to 22,000 horsepower. Under our current leadership, Louis Allis has experienced tremendous growth and hopes to continue this trend throughout the twenty-first century as a world leader in providing customers with creative solutions for their most challenging needs. At Louis Allis, we believe that “building specialties is our specialty.”
For more details, visit www.louisallis.com. ■
___________________________________________________________________________________________
PROCO PRODUCTS, INC.

Proco Products, Inc. is proudly celebrating our 30th anniversary this year! Since 1984, our company and its employees have been dedicated to providing quality products coupled with superior customer service to the fluid piping/ducting industry. As a global leader in the design and supply of piping/ducting system expansion joints and ProFlex® rubber check valves, Proco has prided itself on offering the most complete line of products to suit a variety of applications.
Proco Products, Inc. is an active member of the Fluid Sealing Association (REJ Division), NAHAD, WEF, AWWA, NAHAD, IDCO and Cooling Tower Institute. Our affiliations serve as an assurance to our customers and users that we supply to association standards thus certifying a quality product. Recently, Proco received ANSI/NSF 372 Low-Lead Certification on our Styles 240/242, 230, 271, RC & RE expansion joints in EPDM and Neoprene, size 1 inch to 30 inches. Proco has also received ANSI/NSF 372 Low-Lead Certification on the ProFlex Series 700 rubber duckbill check valves. All of the listed products will be supplied with the UL label to identify it as ANSI/NSF 372 Certified.
Other developments for Proco would include our Series 230 product line now being powered by TraceParts International, a free online 2D/3D CAD modeling program. Through TraceParts, our Series 230 standard products are available to engineers for downloading in various CAD formats such as SolidWorks, AutoCAD, ProE.

Visit www.tracepartsonline.net/ws/proco for more details on this new service from Proco Products, Inc.
In addition, Proco has completed development of our new 262R low spring-rate double arch expansion joint for PVC, CPVC and FRP piping systems. A new brochure for this product is coming soon!
With over $2 million in inventory, Proco maintains one of the largest inventories of product in North America. Please contact us today for pricing and availability on the appropriate expansion joint or check valve for your application. A complete binder with information and data sheets on Proco’s products is also available upon request.
It has been a pleasure to serve our customers throughout these last 30 years. We look forward to providing superior service for many more years to come! ■

___________________________________________________________________________________________
RUTHMAN COMPANIES AND GUSHER PUMPS
CONTINUING A CENTURY OF SERVICE
Since 1912, The Ruthman Companies has achieved through continuous growth, innovation and service what few manufacturers have—over a century of service and success in the fluid handling industry. Today, with a host of global partners, Ruthman Companies serves industries in America as well as Europe, the Middle East and China.
A Family Profession and a Professional Family
The story begins in 1924 with Alois Ruthman’s design of the first vertical ball-bearing machine tool coolant pump and named it “The Gusher.” In 1949, Thomas R. Ruthman joined his father’s company and, as president, is still active in the company today along with his son, Thomas G. Ruthman. Les, Gary and Scott Smith follow their father, Pete, a founding member who joined Gusher in1929. Gusher now has 5 locations and over 200 employees.
Gusher Pumps
The Ruthman Companies flagship brand, Gusher Pumps, which now includes over 11,000 products, is today stronger than ever, largely because of the Ruthman consumer-based manufacturing and marketing philosophy. While many in the industry are content in producing “o the shelf” standard models, Gusher engineers products for specific customer requirements and is willing to meet challenging situations with innovative engineering. The result is Gusher’s unique acquired expertise and ability to serve today’s global market with one of the most extensive selections of pumps and equipment available anywhere in the world, including, to name a few, Gusher 7071 ANSI Series pumps, The 7550 series pumps, designed for heavy duty industrial applications and the vertical top pull-out 7600 for efficient pump interchangeability. Gusher’s massive product line is evidence of its unique ability to meet a huge range of applications for a vast array of industries.
Ruthman Companies’ “Partners in Performance”
Today the Ruthman Family of Companies also includes: Gusher Pumps of Williamstown and Dry Ridge Kentucky, Gusher Pumps of Newcastle Indiana and Gusher Pumps of California, as well as Gusher Shanghai, China. Birmingham Pump Supplies and Beresford Pumps are manufacturers of specialty centrifugal pumps in the UK. BSM Pump Corporation specializes in vane and positive displacement gear pumps. Fulflo Specialties manufactures the industry standard in hydraulic pressure relief valves. Great Lakes Pump and Supply distributes pumps and related products in the Midwest, USA. Great Southern Pump serves the Florida municipal market. Nagle Pumps of Chicago manufactures heavy duty sludge and slurry pumps to a global market. Process Systems Inc. is a manufacturer of turbine pumps, including the Ruthman owned Deming® Vertical Turbine Pump brand.
Ruthmann Pumpen of Germany produces DIN standard pumps for the European and Middle Eastern markets. Vulcan Tool manufactures tool and die making equipment. WagnerProcess Equipment serves the industrial and municipal equipment needs in California and Nevada.
Gusher and the Ruthman Company partners’ success and growth is primarily due to the high demand for a quality product and a continuous willingness and ability to meet the challenges presented by customers and the industry for innovative products and solutions. ■
___________________________________________________________________________________________
STANCOR PUMPS INC.
Stancor Pumps Inc. is a leading manufacturer and designer of electric submersible pump systems and controls. Our company is dedicated to providing our customers with effective and specialized solutions for individual needs. For over thirty years, Stancor’s pumps and controls have been built to the most demanding specifications and are available in a wide variety of designs and materials. Our complete line of pumps include; MSHA approved explosion proof pumps and controls, heavy duty dewatering pumps, heavy duty slurry pumps, utility and sump pumps, low-suction drainage pumps, multi-purpose sump pumps, 304 stainless steel centerline, and 316 stainless steel wastewater pumps as well as non-clog sewage handling and effluent pumps.
Stancor is also the leader in the design and manufacture of our multi-patented Oil Minder® Systems. These systems are installed in many applications where it is critical to pump only water, and leave potentially harmful oils contained behind in a sump. Stancor Oil Minder® Systems are used extensively by Utility companies, to protect the environment from possible contamination from a potential transformer spill as well as in hydraulic elevator sumps to contain a possible hydraulic oil leak from being pumped into the wastewater discharge. The Oil Minder® system can be incorporated into any pump we manufacture.
Each pump is designed and engineered for rugged, reliable performance, ease of operation, and low maintenance with minimal power requirements. Most types of pumps are available in 230, 460, or 575 volt variations as standard production models. Typical applications include:
- Coal fines and slurry transfer
- Coal and underground Mine dewatering (MSHA approved explosion proof)
- Open pit sand, mineral and gravel dewatering
- Barge clean-out and dewatering
- Wastewater handling in Industrial, Power Generation, Petro-Chemical and Food Processing Facilities
- Pond and flooding reclamation
Stancor also manufactures all types of pump controls, from single phase simplex controls, MSHA approved explosion proof controls, controls to UL and UL c, duplex, as well as multiple pump systems. Stancor’s fully customized pump controllers for specialized applications offer a virtually limitless possibility of features. Applications include controlling pumps in landfill management, leachate pumping, and toxic waste, chemical and pharmaceutical wastewater among many others. All types of level sensing and alarming can also be easily included.
We take the time to understand each customer’s specific needs, guaranteeing the best results every time. Contact us as 203.268.7513 and we can begin solving your pumping problems. ■
___________________________________________________________________________________________
VAF FILTRATION SYSTEMS
Established in 1980, VAF Filtration Systems™ has been providing filtration solutions worldwide for over thirty years and has built its business model on the foundation of simplicity, quality, and integrity. At VAF, taking care of the customer is truly “job one,” not just a slogan.
Our flagship product line, the V-Series™, are automatic self-cleaning screen filters, used “Wherever Water Flows,” and can remove suspended solids from 1500 to 10 micron. Individual filters and pre-assembled filtration systems are used in applications for pre-filtration of membrane, UV, and other micro filtration technologies, as well as applications for industrial water reuse, water and wastewater, cooling towers, seawater, river intake water, well water, groundwater re-injection (frac water), irrigation and much more.

As the V-Series filters are manufactured in the USA, they qualify for Made In America funding as well as LEED points due to the unique water saving features and energy conservation. The standard V-Series filters are competitively priced while manufactured in 316L stainless steel. They can also be ordered to meet ASME Pressure Vessel Code requirements (ASME Boiler and Pressure Vessel Code, Section VIII, Division 1) if required.
In addition, the stainless steel filter bodies come with a Five-Year Body Warranty against leaks. The patented Bi-directional Hydrodynamic Drive (BHD) design does not require electric motors, limit switches, gearboxes, hydraulic pistons, or any external shaft seals. The cleaning cycle of each filter takes less than 15 seconds and does not interrupt flow during the filtration process.
Additional information may also be found on the VAF website for other filter and separation products as well as complete fabricated filtration systems. Detailed technical data, as well as DWG files may be requested from VAF at any time. Please do not hesitate to contact us if you need assistance with filter application or system design. ■
___________________________________________________________________________________________
VULCAN PUMPS
Located in Birmingham, Alabama, Vulcan Pumps is a company with a dedicated focus on slurry pumps for industrial markets. Vulcan Pumps has years of experience in submersible slurry pump applications in heavy industry, especially the mining, power generation, and steel production markets. Vulcan Pumps’ mission is to provide affordable, high quality slurry pumping solutions to customers around the world.
The HDS is Vulcan’s engineered, severe duty submersible slurry pump. Standard chrome iron liquid end construction for excellent abrasion resistance and a robust motor featuring an internal mechanical seal operating away from the pumped slurry allow the HDS to operate in the most demanding applications. Both low head and medium head models are available to cover almost any hydraulic condition. For slurry applications where corrosion is an additional concern, the HDSS is the answer. CD4 duplex stainless liquid end components and a full 316 stainless motor will prolong service life in a corrosive environment. Additional options including explosion proof motors, advanced coatings, Alloy 20 hardware and pump components allow the HDS to be the tailored solution for every unique slurry application.
Vulcan’s Volt offers performance and value in medium duty slurry applications. The hard chrome iron wetted parts, stainless steel pump stand and inlet screen, and silicon carbide mechanical seal faces keep the Volt running in areas where similarly priced pumps with inferior materials of construction fail. Like the HDS the Volt motor also features thermal overload and moisture detection protection. With pumps available for immediate delivery in sizes ranging from 4 horsepower to 30 horsepower and 2-inch to 6-inch discharge, the Volt is eager to tackle your slurry problems.
Vulcan Pumps capabilities continue with custom one-off projects. Whether you need a special sized pump, floating barge, or a complete turn-key packaged pump system skid, our experienced design team can assist you with any challenge. Contact Vulcan Pumps today to see what solutions we can offer you today. ■
___________________________________________________________________________________________
ADEDGE WATER TECHNOLOGIES, LLC
Founded in 2002 and headquartered just north of Atlanta, Georgia, AdEdge Water Technologies, LLC specializes in the development and supply of innovative technologies, specialty medias, membranes, and integrated systems that remove contaminants from process or aqueous steams. Our technology and products enable our customers to manage the elements in a variety of industries with outstanding results. They include drinking water, industrial process, mining, environmental, chemical, medical, pharmaceutical, and general wastewater industries. AdEdge has extensive experience in the removal of arsenic, iron, manganese, hydrogen sulfides, fluoride, and uranium from water and has sold hundreds of water systems throughout North America and locations throughout the world including countries in Asia and Latin America. AdEdge has expanded their engineering and manufacturing capabilities and is able to design and build all their systems in their manufacturing facility. To date, AdEdge has been awarded 12 EPA demonstration projects, worked with 75 percent of the top 12 design firms in the United States and with hundreds of engineering firms throughout the world. ■
___________________________________________________________________________________________
BJM PUMPS
BJM Pumps® is headquartered in Old Saybrook, Connecticut, and has been providing fluid handling solutions for industrial and municipal services since 1983. Over its thirty year history, BJM Pumps has grown quickly by supplying world class pumps and accessories, priced competitively, through its global network of stocking distributors in the United States, Canada, and South America.
BJM Pumps® supplies a wide variety of submersible pumps and pump accessories for many different applications. Products include slurry pumps, stainless steel pumps, corrosion resistant pumps, sump pumps, sewage pumps, trash pumps, sludge pumps, non-clog pumps, solids handling pumps, shredder pumps, vortex pumps, submersible dewatering pumps, sand pumps, agitator pumps, hydraulic pumps, explosion proof pumps, utility pumps and specialty pumps such as 12 Volt pumps and residue pumps (or Mop-Up-Pump).
For more information, please visit bjmpumps.com or call us at 860.399.5937. ■
___________________________________________________________________________________________
DANCO PUMP
Established in 1986, Danco Pump has the knowledge and experience to evaluate and assist your company with all of your repair needs.
Located in Tulsa, Oklahoma, Danco offers its customers a “One Stop Pump Shop” from a large inventory of power end and fluid parts to an in-house machine shop with quick turnaround and an in-house pump repair center.
Danco is unique in the fact that we offer pump and rebuilding services. Our realm of pump lines that we service includes positive displacement pumps, centrifugal pumps, end suction pumps, turbine pumps, high pressure flow pumps, solids handling pumps, screw pumps, and self-priming pumps, which can be rebuilt. Pump and motor repair and rebuilding services include removal, installation, complete disassembly, washing, machine shaft rebuilding, bore and sleeve bearing housing rebuilding, impeller reconditioning, and impeller wear ring replacement. Our experienced team can provide quick turnaround on repairs to ensure you will have minimum downtime due to a pump repair or maintenance issue.
From repairs to complete overhauls on all makes and models, Danco—a factory authorized sales, service, and repair company—maintains a large inventory of factory parts for both on-site and in-shop service and repairs. Also ask about our COMPLETE fluid end repair process.
Contact Danco today at 918.437.8800 or visit our website at www.dancopump.com for more information. ■
___________________________________________________________________________________________
FLUID METERING, INC.
For fifty-five years, Fluid Metering, Inc. has been providing their unique valveless, ceramic piston pump design for precision fluid control in laboratory, process, industrial, and OEM applications.
FMI’s newly released 2014 Full Line Catalog contains new products as well as expanded flow and configuration information. FMI’s New “Intelligent” Programmable Pump is a compact stepper pump with integral programmable driver electronics. It is ideal for analytical and process instrumentation.
The PDS-100 Programmable Dispenser section has been expanded to show the many diverse single and dual channel pump configurations available. Duplex pump configurations are ideal for proportional mixing and dilutions, as well as dual production line dispensing.
Fluid Metering’s NEW 2014 Catalog is available on their website www.fmipump.com in PDF format for immediate download. Printed copies can be requested via email or phone. The catalog details standard products, operating principles, pump capacities, drive characteristics, materials of construction, typical applications and ordering information. Fluid Metering is certified as compliant with ISO 9001:2008 quality standards.
For additional information, call toll free 800.223.3388 or 516.922.6050, FAX 516.624.8261, email: pumps@fmipump.com, or visit our website at www.fmipump.com, which now features “Live Help,” an online direct connection to FMI’s application experts. ■
___________________________________________________________________________________________
FRANKLIN ELECTRIC
Franklin Electric is a global leader in the production and marketing of systems and components for the movement of water and automotive fuels. Recognized as a technical leader in its products and services, Franklin serves customers around the world in residential, commercial, agricultural, industrial, municipal, and fueling applications.
Long recognized as the world’s largest manufacturer of submersible electric motors, Franklin Electric has been able to leverage its expertise in motor applications to grow its innovative product line and serve several different markets. As a leader in clean water pumping systems, Franklin offers pumps, motors, drives, and controls for use in a wide variety of installations. Franklin also specializes in the water transfer market with products that include wastewater pumps; sump, sewage, and effluent pumps; dewatering and trash pumps; condensate pumps; magnetic drive pumps; low pressure sewer systems; water garden pumps and products; and a wide variety of utility pumps. ■

___________________________________________________________________________________________
GREYLINE INSTRUMENTS INC.
Greyline is a worldwide leader in ultrasonic instrumentation for industrial and environmental markets. We develop, manufacture, and market industrial flow and level monitoring instruments including ultrasonic level transmitters, flow meters, and open channel flow meters.
Greyline’s primary market is environmental—especially water and wastewater treatment systems. Customers include industry and municipalities. Modern research facilities at Greyline include closed pipe and open channel flow systems.
With years of steady growth, Greyline products are sold and supported worldwide. ■

___________________________________________________________________________________________
PFANNENBERG, INC.
Pfannenberg, Inc. is a global manufacturer of thermal management, liquid cooling solutions, and signaling technologies. Pfannenberg’s enclosure thermal management products help some of the largest companies worldwide stay cool and safe, protecting, and keeping electronic equipment running to avoid costly downtime. In addition to our thermal management products Pfannenberg also manufactures visual and audible signaling devices for security, fire, building, industrial process, disaster warning, and hazardous areas.
Pfannenberg offers proven cooling solutions for pump VFDs and other electronics components housed in enclosures.
- Original Inventor of the Filterfan™ to circulate air in your enclosures.
- Our new Air/Water Heat Exchangers are perfect for cooling your electronics safely and efficiently with water. Our Air/Water Heat Exchangers are designed to keep the water separate from your electronics.
- Signaling visual and audible alarms to warn plant personnel of events such as gas detection, operational failures, and additional plant warnings.
Pfannenberg is proud to provide solutions as a single source to its customers for over sixty years. Our business philosophy: Safety for man, machine, and the environment. ■
___________________________________________________________________________________________
PHASE-A-MATIC, INC.
3 PHASE POWER ANYWHERE!
Phase converters are used when three-phase lines are not available or are cost prohibitive. The phase converter will run virtually any 3-phase machine at any single-phase location.
Phase-A-Matic, Inc. rotary phase converters provide the power necessary to run all load types—including CNC/PLC, transmitters, lasers, welders, battery chargers, heating elements, pumps, heavy loads, and so on. Whatever the load type—motor, resistive, induction, or transformer load—our rotary converter will power it.
Product lines began in 1965. The Rotary Converter Full Power line is a true phase converter jointly developed with Baldor Electric and built to our stringent specifications for high performance and proven long-term dependability. It is the quietest rotary converter on the market, and the best quality available anywhere. It meets your concerns in delivering the critical uptime and reliability that your business requires. The Rotary Converter comes in sizes up to 100 horsepower and beyond that greater horsepower can be achieved by adding them together in parallel to deliver as much horsepower or output that is needed for the application.
Phase-A-Matic, Inc. delivers professional, available technical support for proper sizing and installation, consistent product reliability and immediate delivery from stock for most items. We are here to help. ■
___________________________________________________________________________________________
SDT ULTRASOUND SOLUTIONS
SDT provides ultrasound solutions that give our customers a greater understanding about the health of their factory. We help them predict failures, control energy costs and improve product quality while contributing to the overall uptime of their assets.
Greasing motor bearings is one of industry’s most abused and misunderstood tasks. Bearings depend on optimal lubrication to reduce friction. Not enough grease, or worse, too much, and the bearing’s lifecycle is reduced by 40 percent or more. Too many companies schedule lubrication PMs based on a calendar instead of condition. This leads to over-lubrication and wasted labour and lubricant.
SDT’s ultrasonic data collectors monitor bearing friction levels and alarm lube-tech’s when fresh lubricant is needed. Both the SDT200 and the SDT270 connect to simple grease guns. As new grease enters the bearing ultrasound data prevents us from adding too much.
Condition based lubrication of motor bearings is just the beginning. With SDT you can find all your compressed air and vacuum leaks, inspect electrical systems, spot faulty steam traps, and much more. SDT has revolutionized the way maintenance looks at Reliability and Uptime. Companies depend on SDT to gain a better idea about the health of their machines. We can’t wait to help you Hear More. ■
___________________________________________________________________________________________
SEALGUARD
SealGuard was formed in 2004 with the goal in mind of developing and manufacturing World Class Water Sealing Solutions. We have used the experience gained by our parent company, Sub-Technical, on over 900 successful water control projects throughout North America to develop our own proprietary polyurethane grout formulations that are unmatched for their effectiveness, simplicity and cost effectiveness.
SealGuard polyurethane grouts have been used in many highly visible water sealing projects ranging from the “Big Dig” in Boston; Ground Zero in New York City; Dulles Airport in Washington, DC; as well as many coal, limestone, potash, and other mines, geothermal wells, dry-docks, and virtually anything else that can leak. The result is professional grade, highly effective, field tested products available for use in a multitude of applications.
Our philosophy is simple: rather than produce and stock many varieties of grout, each of which has a narrow range of applications, we developed a small number of very versatile, very effective formulations that perform across many different industries and applications. ■
___________________________________________________________________________________________
SINGER VALVE
Since 1957 Singer Valve has been designing, manufacturing, and distributing pilot operated diaphragm control valves. With innovative technologies, the company provides solutions for water loss management, water conservation, and urban water and wastewater distribution throughout the world. By using quality materials and testing every valve and pilot before it is shipped, Singer Valve has an unprecedented track record for long lasting, easy to maintain solutions that work upon installation.
Many of Singer’s innovative products were invented out of the company’s inherent desire to solve an application challenge. Presented with a problem, a team of electronic, instrumentation, and control valve specialists are relentless in their research and design to find a solution. Some of these innovative products include
- Patented anti-cavitation cage
- Patented hydraulically controlled flow modulation valve
- Pressure reducing valve with integral, secondary back-up system
- Single rolling diaphragm technology
- Self-flushing PRV pilot for dirty water
- Specialty pilots and options that solve the most difficult applications
For more information, go to www.singervalve.com. ■
___________________________________________________________________________________________
ST. MARYS CARBON
POISED FOR GROWTH
St. Marys Carbon (SMC) is a global supplier of carbon and carbon graphite components, based in St. Marys, Pennsylvania, USA. SMC custom manufactures many sizes, shapes, and quantities of carbon graphite bearings (radial, thrust, and sleeve), gas/steam turbine rings, and compressor rings—all produced in-house with their proprietary materials.
Applications include magnetic drive pumps, food handling pumps, pump motor bearings, vertical pumps, pump shafts and drives, vacuum pump bushings, refrigeration and oil pumps, to name a few.
In 2014, SMC celebrated its 75th year and was also recognized as a Pennsylvania Governor’s Impact Award recipient. SMC also achieved AS9100 certification, endorsed by all major aerospace regulators, including the Federal Aviation Administration, the United States Department of Defense, and NASA, and is thus expanding its reach into this industry.
As 2015 approaches, SMC will continue to “relentlessly pursue perfection” in all that they do, producing “viable engineered solutions” for new and existing customers. ■
___________________________________________________________________________________________
TRIDENT ACTUATORS
Now in its fifth decade, Trident builds fail-safe and fail-set electro-hydraulic actuators based upon unique technologies that are the gold standard in the industry. Trident also builds local and remote electric control panels to operate its electro-hydraulic actuators.
Trident actuators and control panels are designed and built to the specific needs of our customers and are used to operate all types of valves and gates in wastewater treatment facilities, pumping stations, fresh water supply systems and any facility that controls the flow of fluids or gasses through pipe.
Trident actuators are in use in water treatment facilities throughout the United States and are in great demand because of their proven reliability, durability, and performance in some of the harshest environments on earth.
If you have need for actuators of unsurpassed quality and reliability, please communicate with John Cermanski or Brooks Wright at:

___________________________________________________________________________________________
WORLD CHEMICAL USA, INC.
World Chemical USA, Inc. is a group of World Chemical Company. We are a manufacture of seal-less chemical pumps and oil skimmer systems that was established in 1971.
The company provides horizontal magnet drive pumps, magnetic type of submersible pumps, self-priming pumps, filter with self-priming pumps, seal-less vertical pumps and oil skimmer systems.
The YD-GWN Series is a magnetic drive submersible pump, which is a very unique item. It has a carbon fiber reinforced polypropylene casing, non metallic, no lubrication oil, corrosion-resistant and capable of withstanding chemicals and High temperatures (maximum: 167 degrees Fahrenheit / 75 degrees Celsius). It is a simple design for easy maintenance. The new series compact type of Submersible pump is 1phase, 115V, 1/3 horsepower (0.26kW), Carbon Fiber Reinforced Polypropylene, temperature by (104 degrees Fahrenheit / 40 degrees Celsius). Distributor opportunities are currently still available in many areas across North America and Canada. For more information, please visit www.worldchemicalusa.com or call 888.860.3364. ■
___________________________________________________________________________________________