NanoPureUSA Highlights Its Patent-Pending Hydraulic Control for One-Operator PFAS/PFOS Treatment
NanoPureUSA Corporation, a U.S. manufacturer and private-label supplier of water, air, and vapor-phase contamination and pollution control technology, is highlighting the nationwide commercial availability of the NanoPure Solitary Service Multi-Media System (SSMSTM), a patent-pending PFAS/PFOS treatment platform built around the company’s proprietary Hydraulic Control technology. The SSMSTM has been commercially available nationwide since its May 1, 2026 launch. NanoPureUSA filed a U.S. utility patent application on the system on April 23, 2026.
Municipalities, industrial facilities, hospitality operations, and other commercial water and wastewater users are all facing mounting pressure on PFOS. The U.S. Environmental Protection Agency’s 2024 final rule established enforceable Maximum Contaminant Levels for PFOA, PFOS, and other PFAS compounds in drinking water, and PFOS limits are increasingly appearing in industrial and municipal wastewater discharge and pretreatment permits as well. For dischargers, the stakes go beyond a compliance citation — exceeding a PFOS discharge limit can mean an inability to discharge wastewater at all. NanoPureUSA designed the SSMSTM to help any of these users treat PFOS effectively, without the specialized staff, capital, or footprint that conventional multi-stage treatment trains require.
NanoPure’s Proprietary and Patent-Pending Hydraulic Control
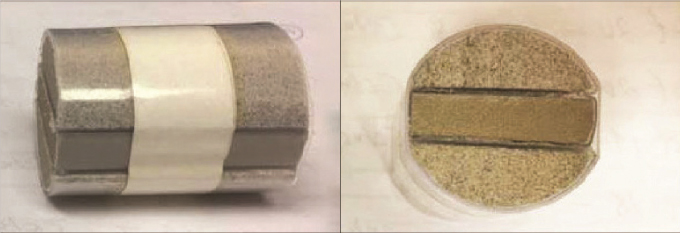
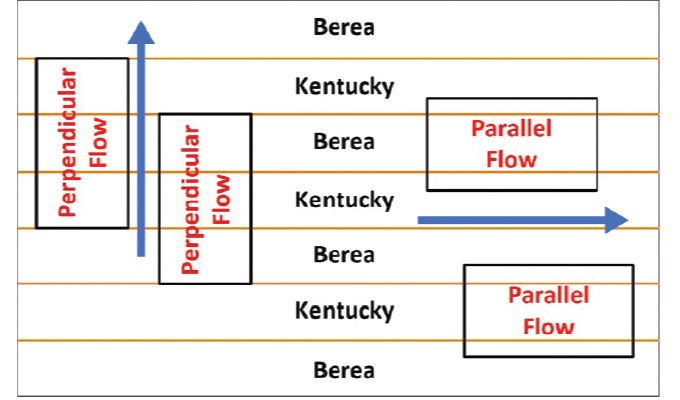
At the core of the SSMSTM is NanoPure’s Proprietary and Patent-Pending Hydraulic Control, the innovation at the center of the company’s utility patent filing. The technology is engineered to force water uniformly through the full depth of the treatment media, eliminating channeling and bypass so the system achieves consistent, reliable PFAS/PFOS reduction pass after pass. It is this control system — not additional stages, larger footprints, or more media — that allows the SSMSTM to deliver dependable PFAS/PFOS treatment while remaining simple enough for a single operator to run.
Each SSMSTM is engineered to the customer’s own water quality data — influent concentration, flow rate, and required residence time — and sized to meet the applicable regulatory MCL or discharge limit. Beyond that regulatory floor, NanoPureUSA’s internal design goal for PFOA/PFOS is 4–5 ppt, reflecting the same Hydraulic Control approach applied to every system the company builds.
Built for One Technician, Not a Crew
Where comparable PFAS treatment trains typically require two, three, or four trained personnel to operate and service, the SSMSTM is designed for routine service by a single technician. Lift-assist media access and a straightforward service sequence mean small systems no longer need a specialized multi-person crew just to keep a PFAS treatment system running.
Designed for the Underserved
The SSMSTM was purpose-built for communities the PFAS rule was not designed around: small municipalities under 12,000 residents, off-grid subdivisions, mobile home communities, and rural districts that have no dedicated water or wastewater staff at all — and today often rely on a local plumber or HVAC technician, sometimes working pro bono, to keep water systems running. For these systems, a one-operator, non-specialized design is not a convenience; it is the difference between compliance and non-compliance.
Affordable by Design
NanoPureUSA engineered the SSMSTM to be cost-efficient at both the capital and operating level, recognizing that affordability — not just performance — is what determines whether a small entity can meet PFAS/PFOS standards at all. Lower staffing requirements, a compact skid-mounted footprint, and simplified maintenance combine to bring PFAS/PFOS compliance within reach of the smallest systems.
NanoPureUSA will offer the SSMSTM through its direct sales channel and selected distribution partners, with installation support and service training available nationwide.
“Small communities are being asked to meet the same PFAS standards as major metros, with none of the operator base or capital resources,” said Bert Hibl, Chairman and Chief Executive Officer of NanoPureUSA Corporation. “We built the SSMSTM around our patent-pending Hydraulic Control so that one technician — even a local plumber filling in — can run a system that actually holds up to PFAS and PFOS. Filing our utility patent and launching nationally in the same week reflects how urgent this need has become for the communities we serve.”
The NanoPure SSMSTM is available for quotation immediately. Specification sheets, performance data, and application engineering support are available on request. Qualified distributors, engineering firms, and private-label partners are invited to contact NanoPureUSA for channel terms.